

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Schritte zur Kalibrierung des Drehwerkzeugs
INFO: Auf einer Drehmaschine werden X-Achsen-Werkstückversätze nicht verwendet oder sind nicht verfügbar, da eine Änderung des X-Versatzes zu einer Änderung des Teiledurchmessers führen würde. Gehen Sie wie folgt vor, um den X-Offset zum Kalibrieren der einzelnen Werkzeuge anzupassen.
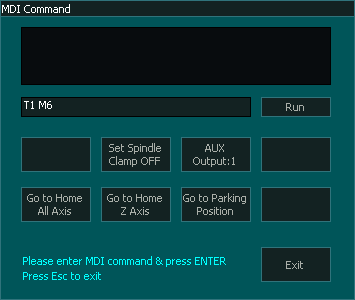
Schritt 1: Öffnen Sie das MDI-Fenster mit der MDI-Schaltfläche auf dem Bildschirm F2 oder STRG+M und laden Sie das Werkzeug, das Sie kalibrieren möchten, in diesem Beispiel werden wir Werkzeug Nr. 1 kalibrieren.
Schritt 2 - Bearbeiten Sie eine kleine Probe oder verwenden Sie ein vorhandenes Teil.
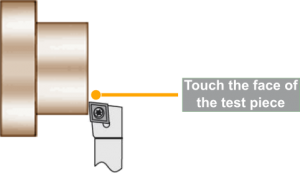
Schritt 3: Greifen Sie auf den Bildschirm F3 – Jog/Rapid zu und drücken Sie das Werkzeug auf die Vorderseite der Probe.
Schritt 4 Gehen Sie zum Bildschirm F4-Tools & Work Offset und öffnen Sie die Werkzeugnummer, die Sie kalibrieren möchten.
Schritt 5 - Geben Sie dem Tool einen Namen als Referenz und klicken Sie auf die Schaltfläche Null . 

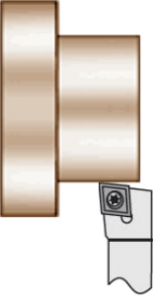
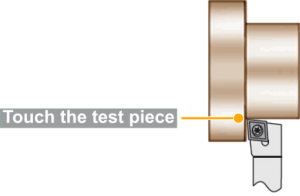
Schritt 6: Gehen Sie nun zu F3 - Jog/Rapid Screen und drücken Sie das Werkzeug neben der Probe.
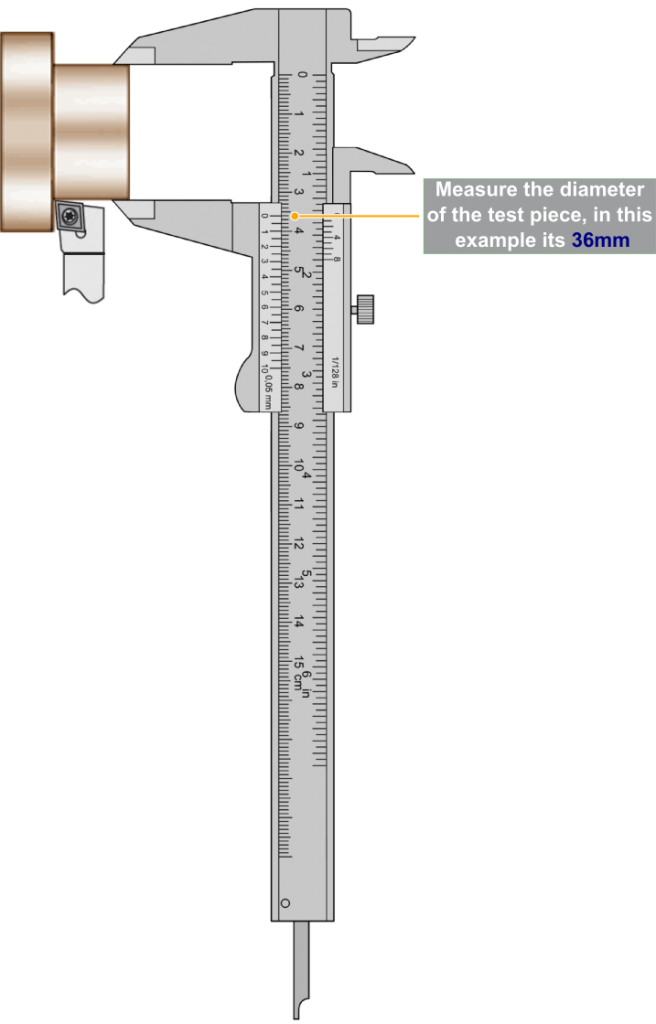
Schritt 7: Messen Sie den Durchmesser der Probe und notieren Sie den Wert.
WARNUNG: Bewegen oder entfernen Sie das Werkzeug nicht, wenn Sie den nächsten Schritt abgeschlossen haben.
Schritt 8 Kehren Sie zum Bildschirm „F4-Tools & Work Offset“ zurück, geben Sie den gemessenen Durchmesserwert in das Feld „Test Piece (Dia)“ ein und klicken Sie auf die Schaltfläche „ Touch “. 
ACHTUNG: Achten Sie darauf, die Position des Werkzeugs danach zu wählen, ob es vorne oder hinten eingebaut wird.
Schritt 9: Wählen Sie als Nächstes aus, ob das Werkzeug vorne oder hinten ist, und stellen Sie sicher, dass die Werte für Verschleiß Z und Verschleiß X 0,00 sind.

Schritt 10 – Klicken Sie auf die Schaltfläche Speichern , um die Werkzeugkalibrierung zu speichern und abzuschließen. 