

 English
English  Spanish
Spanish  French
French  German
German G200 – 等离子参数
此命令设置等离子体的参数。
它可以放在 Gcode 文件的开头,并将填充 F2 屏幕上等离子选项卡中显示的等离子参数
要访问等离子屏幕,您必须选择工具 112。在 MDI 中键入 T112 M6 以切换到等离子显示。
建议将 T112 M6 添加到您的 Gcode 文件中。
信息:此 Gcode 不适用于 MASSO G2
语法和参数
- G200使用这些值填充等离子设置选项卡
- F 值-每个触点的进给率

- P 值-穿孔高度

- D 值-穿孔延迟 此值以毫秒为单位设置

- C 值–剪草高度

- V值-截止电压
 ,当设置为“0”时,系统将切换到“自动电压”选项,系统将测量关机级别的电压,然后在关机的剩余时间内保持该电压。为了能够使用此设置,需要MASSO DTHC 模块。
,当设置为“0”时,系统将切换到“自动电压”选项,系统将测量关机级别的电压,然后在关机的剩余时间内保持该电压。为了能够使用此设置,需要MASSO DTHC 模块。 - 一值——防倾角进给率
 ,(请注意,此设置尚未实现)此值是 X 和 Y 轴进给率的百分比,低于该值 Z 轴将锁定在 THC 控制中,以防止割炬进入材料穿透。一旦地速超过该值,车轴将解锁,THC 将恢复运行。
,(请注意,此设置尚未实现)此值是 X 和 Y 轴进给率的百分比,低于该值 Z 轴将锁定在 THC 控制中,以防止割炬进入材料穿透。一旦地速超过该值,车轴将解锁,THC 将恢复运行。 - 值 O -欧姆开/关。 0 为电阻关闭,1 为电阻开启。
- S值:钻孔后,停止并等待循环开始。 0 不停止,1 停止并等待循环开始。
信息: 当截止电压在 G200 中设置为 0。 MASSO 使用自动张力选项,其中系统测量切割高度处的张力然后在整个切割过程中保持这种张力。如果您发现割炬高度太高或太低,您可以在屏幕上的切割电压字段中输入一个新值。 或使用屏幕上的“手电筒向上”或“手电筒向下”按钮实时调整手电筒的高度。
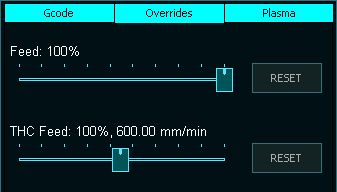
INFO: THC功率率的设置 这由 Gcode M667 F指示。如果您发现 THC 投放速度过快或过慢,您可以使用“THC 投放:”滑块在覆盖页面上手动调整投放速度。
这由 Gcode M667 F指示。如果您发现 THC 投放速度过快或过慢,您可以使用“THC 投放:”滑块在覆盖页面上手动调整投放速度。
注意: 一值——防倾角进给率目前未实现,但会在未来添加,并且会更新此文档。
示例程序
N10 G200 F150 P5.5 D500 C3.1 V116 A50 O1 S0
G200
没有设置的 G200 将导致 G200 无法工作,等离子将以传统模式运行,所有操作都必须使用 Gcode 手动完成。
启用 MASSO 时 G200 的默认设置是启用 G200。因此,如果您正在运行旧文件,则应在文件开头添加 G200 命令以将 MASSO 切换到传统模式。
这也可以通过向 MDI 发出 G200 来完成,但最好将其添加到文件中。
G200 关闭后,它将保持关闭状态,直到重新打开或 MASSO 再次打开。
G200 可与 Proma 150 等外部 THC 装置一起使用,并且在使用 MASSO DTHC 装置时是必需的。
当 G200 处于活动状态时,许多标准等离子操作都是自动化的,从而大大简化了所需的 gcode。
当发出 M3 时,以下启动顺序会自动发生。
- 探测以参数 F 作为探测进给自动开始。一旦触摸被激活,手电筒的高度将被调整。
- 割炬自动移动到参数 P 中设置的穿孔高度
- 火炬点燃电弧。
- 收到 Arc OK 信号后,参数 D 中设置的穿孔延迟计时器将启动。
- 延时结束后,割炬将自动移动到参数 C 定义的切割高度
信息:无论您使用的是 DTHC 设备还是传统的 THC 设备,都建议 GCode 利用 G200 的功能。
F——提前联系
这是激活时作为 G200 一部分的自动探测中使用的触发进给率
P——钻孔高度
这设置了激活时用作 G200 一部分的穿孔高度。
这是割炬将移动到的高度以进行穿孔。
D - 穿孔延迟
这是 G200 激活时使用的穿透延迟。
这是割炬在继续切割头顶之前等待材料穿透的时间。
该值以 mS 为单位定义,例如值 2000 对应于 2 秒
C——切割高度
这是启用时 G200 框架中使用的切割高度。
这是穿孔完成后割炬将自动移动到的高度。
V——剪应力
这设置了 MASSO DTHC 在切割时用于调整割炬高度的切割张力。
设置张力后,将在切割时保持该张力。
使用 F2 显示屏上的 Torch Up 和 Torch Down 按钮可以实时更改电压。 
每按一次按钮,电压就会变化 1 伏特。
可以在 F2 屏幕上等离子选项卡的截止电压字段中输入新值
如果 V 的值 在 G200 中设置为 0。 MASSO 使用“自动电压”选项,系统会在每次启动等离子时测量切割高度处的电压,然后在切割的其余部分保持该电压。
A - 防流挂
请注意,此设置尚未实现,但会在以后添加)
这 设置前进速度的防后坐百分比。用于在 Z 轴减速过程中锁定 Z 轴,防止割炬掉落在材料上。这通常发生在切割圆弧时。
该值是 X 和 Y 轴进给率的百分比,低于该值 Z 轴将在 THC 控制下锁定,以防止割炬移动穿过材料。一旦地速超过该值,车轴将解锁,THC 将恢复运行。
欧 - 欧米
这是电阻激活参数。
MASSO 有 2 个触摸输入,可用于等离子触摸。触觉等离子体和欧姆等离子体
当设置 O0 时,使用等离子触摸。这通常是一个内置于割炬中的开关,该开关被激活,然后将割炬压在材料表面上。
该输入随后用于计算割炬的高度。 
当设置 O1 时,使用等离子欧姆。这种类型的接触使用割炬尖端和材料本身之间的电气连接来感应割炬的高度。
Ohmic Touch 不使用偏移值。
您可以在您的设备上配置两种类型的触摸,然后选择最适合您的一种。
一次只能激活一个。
您可以使用欧姆按钮在它们之间手动切换
黄色时欧姆激活
停止
当钻穿较厚的材料时,熔融金属会在材料表面移动,直到材料被切割。
这会导致材料表面出现碎屑,割炬可能会被绊倒。
使用 G200 中的 S 参数可以在切割有此问题的材料时使用。
当设置 S1 并发出 M3 命令时,割炬接触材料,移动到穿孔高度,在穿孔延迟结束后,等离子关闭,割炬上升到 d 位置。原点 Z
此消息出现在屏幕上。
现在可以清洁材料表面,完成后按下循环开始按钮。
割炬迅速降低至切割高度,等离子被点燃,切割开始。
该序列与每个 M3 命令一起执行。
如果设置了 S0,则穿孔和移动到切割高度之间没有停顿。
启用 MASSO 时默认值为 S0
S 的最后一个值保持存储,直到 MASSO 被改变或重新激活。
钻完厚的材料沉积物后仍然存在