- Outil 0
- L'outil pointeur laser est utilisé pour fournir un point de référence pour mettre à zéro les axes X et Y.
- En sélectionnant un point sur votre matière et en mettant à zéro ses coordonnées X et Y, vous les transférerez automatiquement vers les autres broches de votre machine.
- Le pointeur laser Dry Run peut être utilisé pour tester votre pièce usinée afin de garantir qu'elle s'adapte à votre matériau.
- Lors de l'exécution à sec de votre fichier Gcode, il ignorera les codes G d'activation/désactivation du liquide de refroidissement ainsi que les changements d'outils et les changements de hauteur de l'axe Z.
- Une sortie TTL peut être attribuée pour allumer et éteindre le pointeur laser et s'allumera automatiquement lorsque le pointeur laser est sélectionné. Cela peut être fait à l'aide d'un module relais MASSO si nécessaire.

Sortie pointeur laser
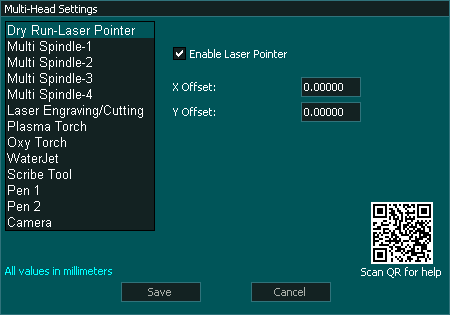
Configuration à plusieurs têtes
INFORMATION : Pour quitter le mode Dry Run, vous devez appuyer sur le bouton Dry Run.  et le laser s'éteindra et vous reviendrez à l'outil précédent. Vous ne pouvez pas quitter le test en passant à un autre outil, car le test ignore les demandes de changement d'outil.
et le laser s'éteindra et vous reviendrez à l'outil précédent. Vous ne pouvez pas quitter le test en passant à un autre outil, car le test ignore les demandes de changement d'outil.
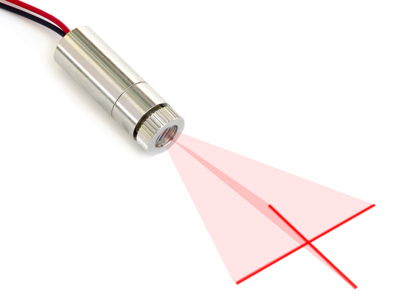
Le pointeur laser Dry Run
- Le laser utilisé est un petit laser de faible puissance, généralement de 5 mW ou moins, et peut être un point ou une croix selon les besoins. En général, plus la puissance du laser est faible, plus il est facile pour les yeux de voir ; cependant, cela doit être équilibré avec les niveaux de lumière ambiante.
Connexion et configuration
- Définir une sortie TTL comme pointeur laser activé/désactivé
- Câblez selon le schéma ci-dessous. Assurez-vous de fournir la bonne tension à votre laser, sinon vous l'endommagerez.
- Saisissez la valeur de décalage X et Y de votre outil principal que vous utiliserez comme référence pour la machine. Il s'agit généralement de la broche principale, de la tête plasma ou de la tête WaterJet.
- Tous les décalages multi-têtes doivent faire référence à la même tête.
alignement laser
- Le laser à fonctionnement à sec peut être monté sur l'axe Z ou X.
- Si le laser est monté sur l'axe Z, il doit être aligné de manière à ce que sa position ne change pas lorsque l'axe Z monte et descend.
- Pour aligner le laser, marquez un point sur la table et montez et abaissez l'axe Z et si le point laser bouge par rapport au point de référence, déplacez le laser dans son support pour le réaligner. Cet alignement doit être effectué à la fois dans le
- Si le laser est monté sur l'axe X, il doit également être aligné sur l'axe X.

Calibrer un laser fonctionnant à sec sur la tête principale
- Tous les décalages multi-têtes doivent faire référence à la même tête. Il s'agit de la broche de tête principale, par exemple dans un moulin.
- Assurez-vous que la tête que vous calibrez avec la tête principale a ses décalages sur la page de configuration multi-têtes définis sur 0.
- Accueillez votre machine.
- Assurez-vous que l'outil actuel est votre tête principale et sinon, changez-le en utilisant MDI, par exemple T1 M06.
- Faites un petit repère de référence avec l'outil de la tête principale. Dans le cas d'une broche, un embout V peut être utilisé pour réaliser un repère de référence bien défini.
- Zéro le DRO des axes X et Y
- Passez au laser à fonctionnement à sec en accédant à MDI et en appuyant sur le bouton
 bouton
bouton - Déplacez le pointeur laser vers le repère de référence réalisé par la tête principale et alignez.
- Lisez les valeurs DRO des axes X et Y et entrez ces valeurs dans le décalage X et Y pour le laser fonctionnant à sec.
- Les lectures DRO afficheront désormais 0 dans les axes X et Y DRO si les valeurs correctes ont été saisies.
- Si les valeurs que vous saisissez doublent la lecture DRO, au lieu de la mettre à 0, remplacez-la par une valeur positive ou négative. par exemple, 106,753 deviendrait -106,753 et vice versa
- Quittez le laser Dry Run en appuyant sur le MDI bouton
- Votre laser fonctionnant à sec est maintenant calibré.
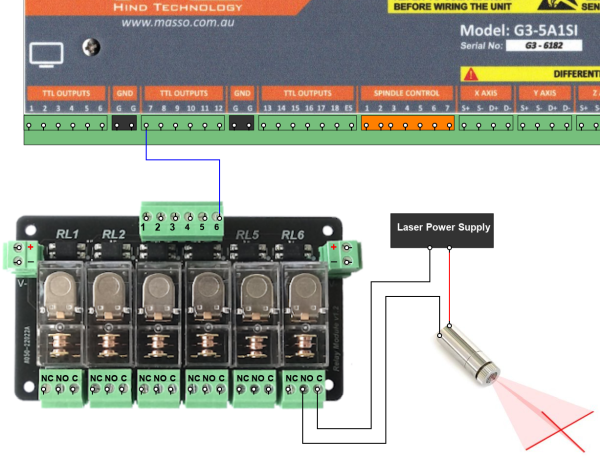
Exemple de schéma de câblage
AVERTISSEMENT : L'exemple suivant est destiné à illustrer le concept de câblage d'un tel système. Le câblage réel de votre machine dépendra du matériel utilisé et de vos besoins. Consultez votre manuel d'utilisation pour connaître la manière correcte de câbler le matériel sélectionné. En cas de doute, consultez un ingénieur électricien qualifié pour vous aider à câbler votre machine.
Utilisation du pointeur laser de test
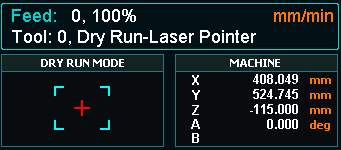
- Dans MDI, sélectionnez Exécution à sec Cela allumera automatiquement le laser et mettra MASSO en mode fonctionnement à sec.
- En mode de fonctionnement à sec, l'icône du mode de fonctionnement à sec clignote sur l'écran.

- En mode de fonctionnement à sec, la broche ou la torche à plasma ne démarrera pas, le liquide de refroidissement ne s'allumera pas et l'axe Z ne bougera pas sous le contrôle de Gcode. Cela inclut les cycles de sondage.
- Vous pouvez utiliser le laser pour remettre à zéro les axes X et Y si vous le souhaitez. Lorsque vous quittez le mode Dry Run, les coordonnées seront décalées par rapport à l'outil nouvellement sélectionné.
- Vous pouvez télécharger votre fichier Gcode sur Dry Run si vous ne l'avez pas déjà fait.
- Exécutez votre fichier Gcode si nécessaire. Le laser montrera comment se déroulera la trajectoire de l'outil lors de l'usinage de la pièce.
- Pour quitter le mode de fonctionnement à sec, appuyez sur le bouton de fonctionnement à sec et le laser s'éteindra et vous reviendrez à l'outil précédent.
- Vous ne pouvez pas quitter le mode Dry Run en passant à un autre outil, car il ignore les demandes de changement d'outil.
- Il n'y a pas de boutons dédiés sur l'écran F2 associés à cet outil.
Exécution à sec sans laser
Dry Run peut être utilisé sans pointeur laser.
Si vous n'utilisez pas de laser, laissez les décalages des axes X et Y définis sur 0 dans l'écran de configuration du pointeur laser multi-têtes à sec.
Cela déplacera la broche, la torche à plasma ou toute autre tête autour de la table, indiquant le chemin de coupe.
L'axe Z ne bougera pas sous le contrôle Gcode.


 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese