- 工具0
- 激光笔用作 X 轴和 Y 轴调零的参考点。
- 通过选择材料上的一个点并将其 X 和 Y 坐标设置为零,您可以将它们自动传输到机器上的其他主轴。
- 空运行激光笔可让您测试加工零件,以确保其与您的材料匹配。
- 空运行 Gcode 文件会忽略冷却液开/关 G 代码以及刀具更换和 Z 轴高度变化。
- 可以指定 TTL 输出来打开和关闭激光笔,并在选择激光笔时自动打开。如有必要,这可以通过MASSO 继电器模块来完成。

激光笔输出
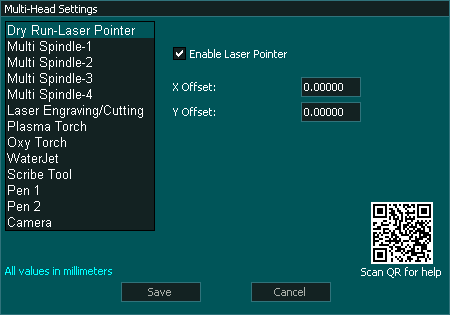
多头配置
信息:要退出空运行模式,您必须按下“空运行”按钮。  然后激光关闭,您返回到之前的工具。您无法通过切换到另一个工具来结束测试,因为测试会忽略工具切换请求。
然后激光关闭,您返回到之前的工具。您无法通过切换到另一个工具来结束测试,因为测试会忽略工具切换请求。
试运行激光笔
- 使用的激光器是小型低功率激光器,通常为 5mW 或更小,根据要求可以是点状或十字状。一般来说,激光功率越低,眼睛的视力越好;然而,这需要与环境光水平相平衡。
连接和配置
- 设置 TTL 输出开/关作为激光笔
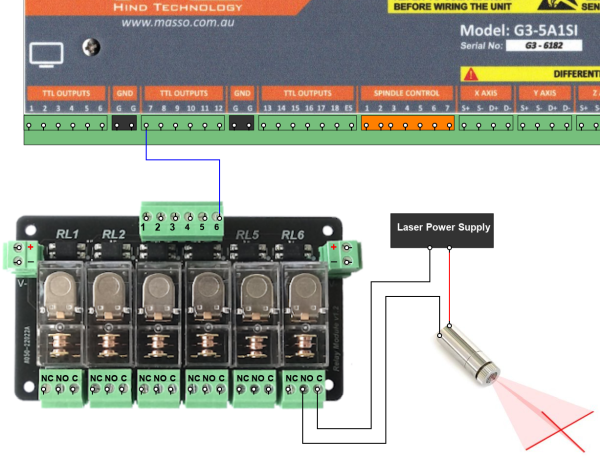
- 按照下图接线。确保为激光器提供正确的电压,否则激光器将会损坏。
- 输入要用作机器参考的主刀具的 X 和 Y 偏移值。这通常是主轴、等离子头或水喷射头。
- 所有多头偏移必须引用同一个头。
激光对准
- 干运行激光器可以安装在 Z 轴或 X 轴上。
- 如果激光器安装在 Z 轴上,则必须对其进行对准,使其位置不会随着 Z 轴上下移动而改变。
- 要对齐激光,请在工作台上标记一个点并升高和降低 Z 轴。如果激光点相对于参考点移动,请移动支架中的激光器以重新对准。此对齐方式必须同时位于
- 如果激光器安装在 X 轴上,则它也必须在 X 轴上对齐。

校准主头上的干运行激光器
- 所有多头偏移必须引用同一个头。这是主轴,例如磨机中的主轴。
- 确保在多头设置页面上使用主头校准的头的偏移量设置为 0。
- 向你的机器问好。
- 确保当前工具是您的主要工具。如果不是,则用 MDI 更改,例如 T1 M06。
- 使用主头工具制作一个小参考标记。对于钢笔,V 形笔尖可用于创建明确的参考标记。
- 将 X 轴和 Y 轴显示设置为零
- 输入 MDI 并按下按钮切换到干运行激光
 按钮
按钮 - 将激光笔移至主头参考标记处并对准。
- 读取X轴和Y轴的DRO值并将这些值输入到X轴和Y轴偏移中以进行激光器的干运行。
- 当输入正确的值时,DRO 读数现在在 DRO X 和 Y 轴上显示 0。
- 如果您输入的值是 DRO 值的两倍,则不要将其设置为 0,而是将其更改为正值或负值。例如,106.753 将变为 -106.753,反之亦然
- 按 MDI 按钮停止空运行激光按钮
- 您的干运行激光器现已校准。
电路图示例
注意:以下示例旨在说明此类系统接线的概念。机器的实际接线取决于所使用的硬件和您的要求。请参阅您的用户手册,了解如何正确连接所选硬件的信息。如有疑问,请联系合格的电气工程师,寻求机器接线方面的帮助。
使用测试激光笔
- 在MDI中,选择“测试运行”选项这将自动打开激光器并使 MASSO 进入干运行模式。
- 在空运行模式下,空运行模式符号在显示屏上闪烁。

- 空运行模式下,主轴或等离子炬不启动,冷却液不点燃,Z 轴在 Gcode 控制下不移动。这包括探测周期。
- 如果需要,您可以使用激光将 X 轴和 Y 轴归零。退出空运行模式时,新选择的工具的坐标会发生偏移。
- 如果您还没有将 Gcode 文件上传到 Dry Run,您可以将其上传。
- 如有必要,运行您的 Gcode 文件。激光显示刀具路径在零件加工过程中如何演变。
- 要退出试运行模式,请按试运行按钮然后激光关闭,您返回到之前的工具。
- 您无法通过切换到不同的工具来退出试运行模式,因为工具更改请求将被忽略。
- F2 屏幕上没有该工具的专用按钮。
无激光干版
无需激光笔即可使用试运行。
如果您不使用激光,请将干式多头激光笔设置屏幕中的 X 和 Y 轴偏移设置为 0。
这将在工作台上移动主轴、等离子割炬或其他头并显示切割路径。
Z 轴在 Gcode 控制下不移动。


 English
English  Spanish
Spanish  French
French  German
German