INFORMATION: Laser ist nur in den Softwareversionen MASSO G3 und MASSO Touch mit Multi-Head-Funktion verfügbar. Beta-Version 4.02.77b
Schließen Sie einen Opt Lasers PLH3D an

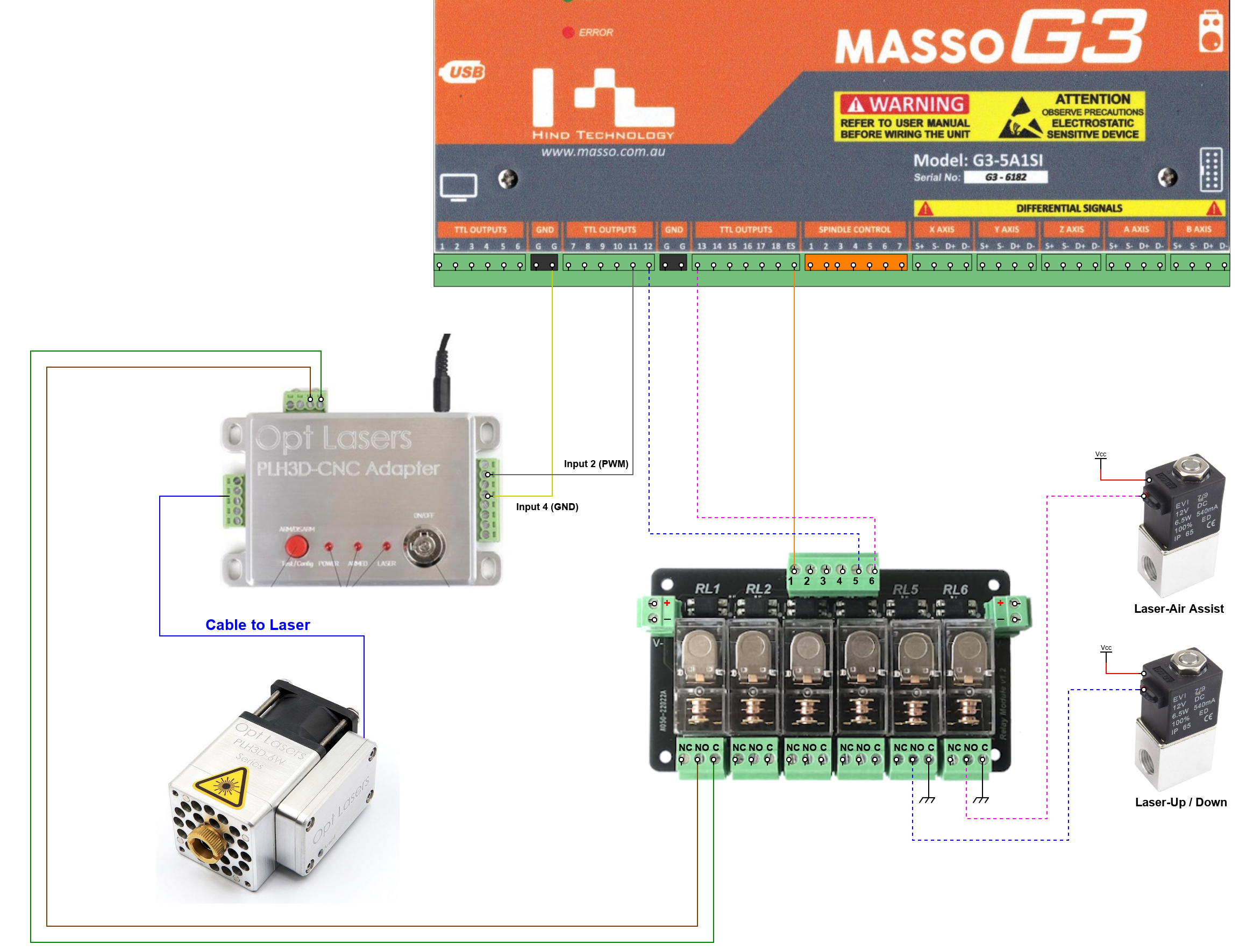
Diese Seite zeigt, wie der PLH3D 6-Watt-Laser mit CNC-Adapter für unsere Lasertests an MASSO angeschlossen wurde.
Es wird mit vorgefertigten Kabeln geliefert und es müssen nur 2 Drähte angeschlossen werden, um den Laser in Betrieb zu nehmen.
Das Hinzufügen von 2 weiteren Drähten zum E-Stop-Relais fügt dem Setup eine weitere Sicherheitsebene hinzu und wird dringend empfohlen.
Das Kit wurde mit dem Laser, einem CNC-Adapter und allen Kabeln geliefert, die für den Anschluss an die MASSO-CNC-Steuerung erforderlich sind, sowie mit einer Schutzbrille, die für die Verwendung mit dem Laser geeignet ist.
Es enthielt auch eine magnetische Düse und eine magnetische Dockingstation, damit Sie sie entfernen können, wenn sie nicht verwendet wird.
Der mit dem Kit gelieferte PLH3D-CNC-Adapter ist eine Schnittstelle zwischen dem Laser und MASSO, die über verschiedene Sicherheitsverriegelungen verfügt. Diese können verwendet werden, um sicherzustellen, dass der Laser gesperrt werden kann, wenn er nicht verwendet wird, um eine unbefugte Verwendung zu verhindern, und bieten andere Sicherheitsfunktionen, wie z. B. einen Platz zum Anschließen des Not-Aus.
MASSO konfigurieren
- Konfigurieren Sie den MASSO-Ausgang 11 für den LASER-Gravur/Schneide-Ausgang wie gezeigt.

- Für diese Funktion kann kein anderer Ausgang verwendet werden, da er spezielle Hardware zur Ausgabe eines PWM-Signals enthält.
- Ein Ausgang kann zugewiesen werden, um den Laser in Position zu bringen, wenn Laser ausgewählt ist.

- Ein Ausgang kann zugewiesen werden, wenn Luftunterstützung erforderlich ist.

- Gehen Sie zur Einstellungsseite für mehrere Köpfe und wählen Sie Lasergravur/-schneiden aus.
- Klicken Sie auf Aktivieren.
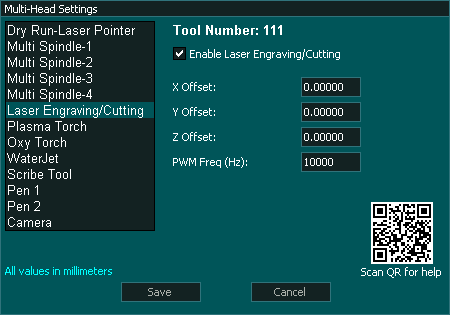
- Stellen Sie die PWM-Frequenz für Ihren Laser ein. Es wird empfohlen, einen Wert von 10 kHz auszuwählen, obwohl dies von der Leistung Ihres Lasers und der maximalen Vorschubgeschwindigkeit abhängt, mit der Sie sich bewegen. Da die Leistung durch sehr schnelles Ein- und Ausschalten des Lasers gesteuert wird, könnten Sie, wenn Sie eine niedrige PWM-Frequenz haben und sich schnell bewegen, eine Linie mit Bereichen erhalten, in denen der Laser ein- oder ausgeschaltet war - - - - - - - - Eine Frequenz von 10 kHz sollten eine gute Balance sein.
- Der X-, Y- und Z-Versatz ist der Abstand von der Hauptspindel oder einem anderen Hauptwerkzeug bei Verwendung von Wasserstrahl oder Plasma. Dies kann gemessen werden, indem die DROs auf Null gesetzt werden, mit dem Laser ein Punkt erstellt wird und dann die Hauptspindel in die Mitte des Punkts bewegt und die XYY-Koordinaten auf den DROs abgelesen werden. Dies sind Ihre Offsets. Der Z-Offset wird durch den Fokuspunkt Ihres Laser-Offsets zum Z-Nullpunkt Ihres Spindelwerkzeugs bestimmt. Es wäre nicht ungewöhnlich, den Z-Offset auf 0 eingestellt zu lassen und den Laser manuell zu nullen, wenn die Arbeit erledigt wird. Offsets werden nur benötigt, wenn zwischen dem Laser und anderen Werkzeugen gewechselt wird und nur, wenn sie Teil derselben Gcode-Datei sind.
- Konfiguration abgeschlossen.
Verbindung zu MASSO
Sie können jeden Satz der GND-Klemmen für den gelben Draht verwenden. Verwenden Sie, was immer uns bequem für Sie ist

Installieren des PLH3D-CNC-Adapters
Schließen Sie wie im Schaltplan oben gezeigt an.
Sie können die Drahtfarben sehen, die zum Anschließen des TTL- und Estop-Relais verwendet werden.

EStop-Verbindung
Um den Estop mit dem Laser zu verbinden, wurde ein MASSO-Relais verwendet und mit dem ES -Ausgang von MASSO verbunden. Die Schließerkontakte des Relais wurden mit einem der externen Schaltereingänge am CNC-Adapter verbunden. Entfernen Sie dazu eine der vorinstallierten Verbindungen am Schalteranschluss oben am CNC-Adapter und verbinden Sie die normalerweise geöffneten und gemeinsamen Relaiskontakte Ihres Estop MASSO-Relais anstelle der oben gezeigten Verbindung. Dadurch wird der Laser immer dann von der Stromversorgung getrennt, wenn der Estop betätigt oder MASSO ausgeschaltet wird.
Laser hoch/runter
- Es wird ein Ausgang bereitgestellt, um zu ermöglichen, dass der Laser automatisch in Position abgesenkt und wieder angehoben wird, sobald ein anderes Werkzeug ausgewählt wird.

- Sobald das Laser-Werkzeug ausgewählt ist, geht der Laser Up/Down-Ausgang auf High. z.B. T111 M6
- Wenn ein anderes Werkzeug ausgewählt wird, geht der Laser Up/Down auf Low. z.B. T1 M6
- Der Laser kann entweder durch einen Pneumatikzylinder oder einen Linearantrieb abgesenkt werden.
- Der Ausgang kann auch zum Ein- und Ausschalten des Lasers für zusätzliche Sicherheit verwendet werden.
Luftunterstützung
- Für Air Assist wird ein Ausgang bereitgestellt, wenn Ihr Laser dies unterstützt. Luftunterstützung wird verwendet, um die Schneidleistung Ihres Lasers zu erhöhen und die Schnittqualität zu verbessern.

- Ein M8 Gcode-Befehl schaltet die Luft ein und ein M9 schaltet sie aus.
- Ein Luftmagnetventil kann angeschlossen werden, um die Luft nach Bedarf ein- und auszuschalten.
Programmieren des CNC-Adapters
Der CNC-Adapter kann auf viele Arten konfiguriert werden und muss korrekt eingestellt werden, um mit MASSO zu arbeiten.
Sie sehen den konfigurierten Modus, wenn Sie den Laser in der ersten Sekunde einschalten, bevor die Power-LED aufleuchtet.
Der CNC-Adapter ist korrekt, wenn Sie sehen, dass die Laser-LED von selbst aufleuchtet, bevor die Power-LED aufleuchtet.

Das sehen Sie, wenn Sie den Laser einschalten
Anweisungen zum Einstellen des CNC-Adapters finden Sie auf der Website von Opt Lasers. CNC-Adapter-Handbuch
Dockingstation
Das Laser-Kit verfügt über eine Dockingstation. Ideal, wenn Sie nicht möchten, dass Ihr Laser dauerhaft an Ihrer Maschine befestigt ist.
Die Dockingstation verwendet starke Seltenerdmagnete, um eine gute Verbindung des Lasers mit der Maschine zu erreichen, und leitet auch alle elektrischen Signale an den Laserkopf weiter.
Bei Nichtgebrauch schützt eine Abdeckung die Dockingstation.
Schutzbrille
Der wichtigste Teil eines jeden Lasers ist eine hochwertige Schutzbrille.
Die mit dem Kit gelieferte Laserschutzbrille ist von hoher Qualität und trägt dazu bei, die Wahrscheinlichkeit zu verringern, dass Licht von einem diffus zurückgestreuten Laserlicht in das Auge des Benutzers gelangt.
Sie sind im Bereich von 190 bis 540 nm mit OD 7+ bewertet und blockieren tiefes Ultraviolett bis Grün, einschließlich violettem und blauem Licht.
Du bekommst nur ein Paar Augen und sie wachsen nicht nach.


 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese