INFORMATION : Laser n'est disponible que dans les versions logicielles MASSO G3 et MASSO Touch avec la fonction Multi-Head. Version bêta 4.02.77b
Connecter un Opt Lasers PLH3D

Cette page montre comment le laser PLH3D 6 watts avec adaptateur CNC a été connecté à MASSO pour nos tests laser.
Il est livré avec des câbles préfabriqués et seuls 2 fils doivent être connectés pour que le laser soit opérationnel.
L'ajout de 2 fils supplémentaires au relais Estop ajoute un autre niveau de sécurité à la configuration et est fortement recommandé.
Le kit est livré avec le laser, un adaptateur CNC et tous les câbles nécessaires pour le connecter au contrôleur CNC MASSO ainsi qu'une paire de lunettes de sécurité adaptées à une utilisation avec le laser.
Il comprenait également une buse magnétique et une station d'accueil magnétique afin que vous puissiez le retirer lorsqu'il n'est pas utilisé.
L'adaptateur CNC PLH3D fourni avec le kit est une interface entre le laser et MASSO qui dispose de divers verrouillages de sécurité. Ceux-ci peuvent être utilisés pour garantir que le laser peut être verrouillé lorsqu'il n'est pas utilisé pour empêcher toute utilisation non autorisée et fournir d'autres fonctions de sécurité telles qu'un emplacement pour connecter l'arrêt d'urgence.
Configuration de MASSO
- Configurez la sortie MASSO 11 pour la sortie de gravure/découpe LASER comme indiqué.

- Aucune autre sortie ne peut être utilisée pour cette fonction car elle comprend un matériel spécial pour émettre un signal PWM.
- Une sortie peut être affectée pour déplacer le laser en position lorsque le laser est sélectionné.

- Une sortie peut être affectée à Air Assist si nécessaire.

- Accédez à la page de configuration Multi-Head et sélectionnez Laser Engraving/Cutting.
- Cliquez sur Activer.
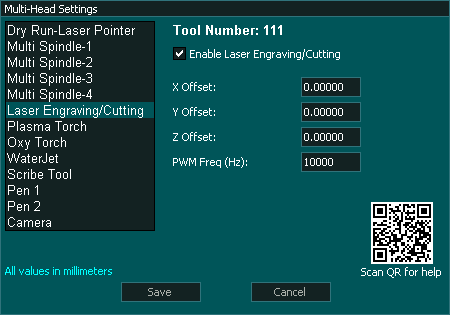
- Réglez la fréquence PWM pour votre laser. Il est recommandé de sélectionner une valeur de 10Khz, bien que cela dépende de la puissance de votre laser et de la vitesse d'avance maximale à laquelle vous vous déplacerez. Étant donné que la puissance est contrôlée en allumant et en éteignant le laser très rapidement, si vous avez une fréquence PWM basse et que vous vous déplacez rapidement, vous pourriez obtenir une ligne comportant des zones où le laser était allumé ou éteint - - - - - - - - Une fréquence de 10Khz devrait être un bon équilibre.
- Le décalage X, Y et Z est la distance depuis la broche principale ou un autre outil principal si vous utilisez un jet d'eau ou un plasma. Cela peut être mesuré en mettant à zéro les DRO, en faisant un point avec le laser, puis en déplaçant la broche principale vers le centre du point et en lisant les coordonnées XYY sur les DRO. Ce seront vos compensations. Le décalage Z sera déterminé par le point focal de votre décalage laser par rapport au point zéro Z de votre outil de broche. Il ne serait pas rare de laisser le décalage Z réglé sur 0 et de mettre manuellement le laser à zéro lors de l'exécution du travail. Les décalages ne sont nécessaires que lors du basculement entre le laser et d'autres outils et uniquement s'ils font partie du même fichier Gcode.
- Configuration terminée.
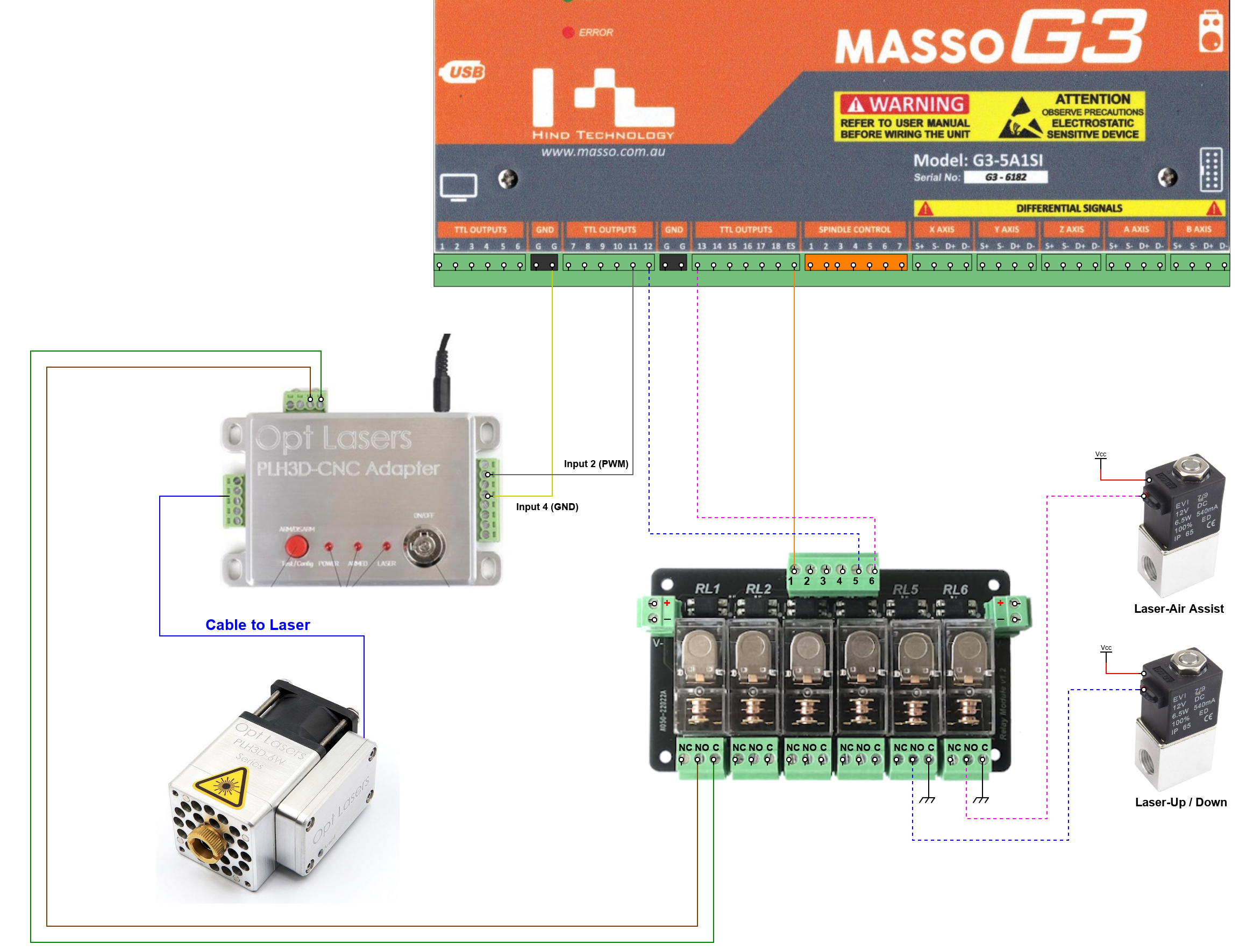
Se connecter à MASSO
Vous pouvez utiliser l'un ou l'autre ensemble de bornes GND pour le fil jaune. Utilisez celui qui vous convient le mieux

Installation de l'adaptateur PLH3D-CNC
Connectez-vous comme indiqué dans le schéma de câblage ci-dessus.
Vous pouvez voir les couleurs des fils utilisés pour connecter le relais TTL et Estop.

Connexion d'arrêt
Pour connecter l'Estop au laser, un relais MASSO a été utilisé et connecté à la sortie ES sur MASSO. Les contacts normalement ouverts du relais étaient connectés à l'une des entrées de commutateur externe sur l'adaptateur CNC. Pour ce faire, retirez l'un des liens préinstallés sur le connecteur Switch le long du haut de l'adaptateur CNC et connectez les contacts de relais normalement ouverts et communs de votre relais Estop MASSO à la place du lien comme indiqué ci-dessus. Cela coupera l'alimentation du laser chaque fois que l'Estop est utilisé ou que le MASSO est éteint.
Laser haut/bas
- Une sortie est fournie pour permettre au laser d'être automatiquement abaissé en position et relevé une fois qu'un autre outil est sélectionné.

- Dès que l'outil Laser est sélectionné, la sortie Laser Up/Down passe à High. par exemple. T111 M6
- Lorsqu'un autre outil est sélectionné, le laser haut/bas s'abaissera. par exemple. T1 M6
- Le laser peut être abaissé par un vérin pneumatique ou un actionneur linéaire.
- La sortie peut également être utilisée pour allumer et éteindre le laser pour plus de sécurité.
Assistance aérienne
- Une sortie est fournie pour Air assist si votre laser le prend en charge. L'assistance d'air est utilisée pour augmenter la puissance de coupe de votre laser ainsi que pour améliorer la qualité de coupe.

- Une commande M8 Gcode allumera l'air et un M9 l'éteindra.
- Un solénoïde d'air peut être connecté pour allumer et éteindre l'air selon les besoins.
Programmation de l'adaptateur CNC
L'adaptateur CNC peut être configuré de plusieurs façons et doit être réglé correctement pour fonctionner avec MASSO.
Vous verrez le mode configuré chaque fois que vous allumez le laser dans la première seconde avant que le voyant d'alimentation ne s'allume.
L'adaptateur CNC est correct si vous voyez la LED laser s'allumer d'elle-même avant que la LED d'alimentation ne s'allume.

C'est ce que vous voyez lorsque vous allumez le laser
Les instructions de réglage de l'adaptateur CNC sont disponibles sur le site Opt Lasers. Manuel de l'adaptateur CNC
Station d'accueil
Le kit Laser dispose d'une station d'accueil. Idéal si vous ne voulez pas que votre laser soit fixé en permanence à votre machine.
La station d'accueil utilise de puissants aimants aux terres rares pour assurer une bonne connexion du laser à la machine et elle transmet également tous les signaux électriques à la tête laser.
Lorsqu'il n'est pas utilisé, un couvercle protège la station d'accueil.
Lunettes de protection
La partie la plus importante de tout laser est une paire de lunettes de sécurité de qualité.
Les lunettes de sécurité laser fournies avec le kit sont de haute qualité et aident à réduire la probabilité que la lumière pénètre dans l'œil de l'utilisateur à partir d'une lumière laser rétrodiffusée de manière diffuse.
Ils sont classés OD 7+ sur la plage de 190 à 540 nm, bloquant l'ultraviolet profond au vert, y compris la lumière violette et bleue.
Vous n'avez qu'une paire d'yeux et ils ne repoussent pas.


 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese