信息:激光仅在具有多头功能的 MASSO G3 和 MASSO Touch 软件版本中可用。测试版 4.02.77b
连接 Opt Lasers PLH3D

本页展示了带 CNC 适配器的 PLH3D 6 瓦激光器如何连接到 MASSO 以进行我们的激光测试。
它带有预制电缆,只需连接 2 根电线即可启动和运行激光器。
向急停继电器增加 2 根电线可为设置增加另一层安全性,强烈推荐。
该套件随附激光、CNC 适配器和将其连接到 MASSO CNC 控制器所需的所有电缆,以及一副适用于激光的安全眼镜。
它还包括一个磁性喷嘴和磁性扩展坞,以便您可以在不使用时将其取下。
套件随附的 PLH3D CNC 适配器是激光器和 MASSO 之间的接口,具有各种安全联锁装置。这些可用于帮助确保激光器在不使用时可以锁定,以防止未经授权的使用,并提供其他安全功能,例如连接紧急停止的位置。
配置 MASSO
- 为 LASER Engraving/Cutting 输出配置 MASSO 输出 11,如图所示。

- 此功能无法使用其他输出,因为它包含用于输出 PWM 信号的特殊硬件。
- An output can be assigned to move the Laser into position when Laser is selected.

- 需要为空气辅助分配一个输出。

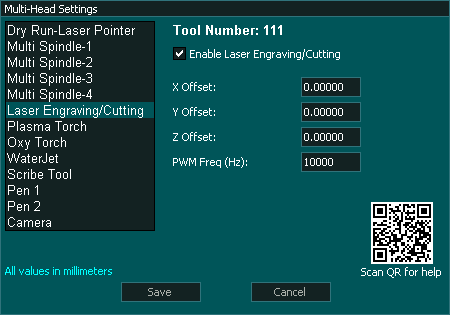
- 设置激光器的 PWM 频率。建议您选择 10Khz 的值,但这取决于您的激光器功率和您将移动的最大进给速率。由于功率是通过非常快速地打开和关闭激光来控制的,如果您的 PWM 频率较低并且移动速度很快,您可能会得到一条具有激光打开或关闭区域的线 - - - - - - - - 10Khz应该是一个很好的平衡。
- 如果使用水刀或等离子,X、Y 和 Z 偏移是与主轴或其他主工具的距离。这可以通过将 DRO 归零,用激光制作一个点,然后将主轴微动到点的中心并读取 DRO 上的 XYY 坐标来测量。这些将是您的偏移量。 Z 偏移将由激光偏移的焦点到主轴工具的 Z 零点确定。将 Z 偏移设置为 0 并在执行工作时手动将激光归零并不少见。只有在激光和其他工具之间切换并且它们是同一 Gcode 文件的一部分时才需要偏移。
- 配置完成。
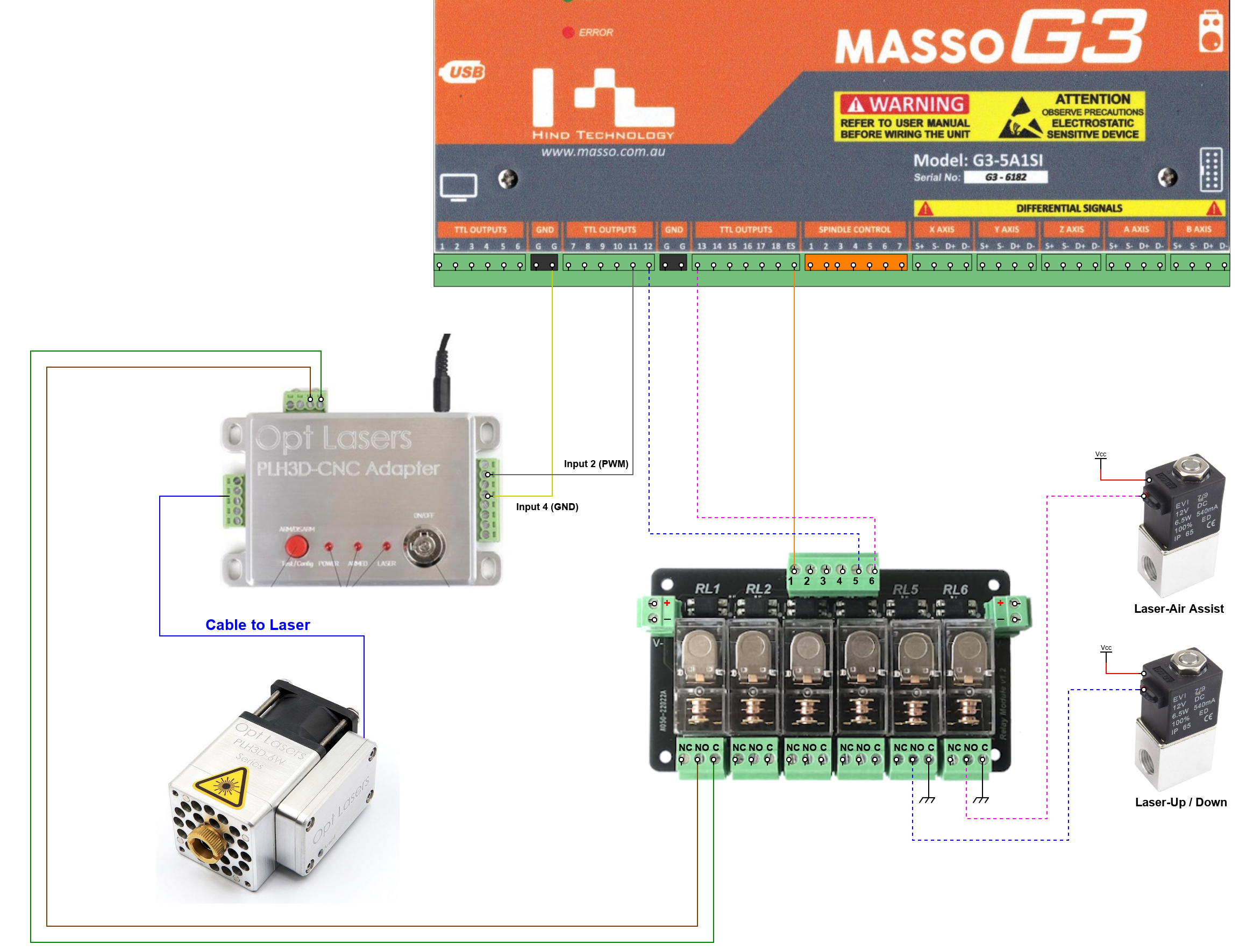
连接到 MASSO
您可以将任意一组 GND 端子用于黄线。使用我们方便的方式

安装 PLH3D-CNC 适配器
按照上面的接线图连接。
您可以看到用于连接 TTL 和 Estop 继电器的电线颜色。

急停连接
为了将 Estop 连接到激光器,使用了 MASSO 继电器并将其连接到 MASSO 上的ES输出。继电器的常开触点连接到 CNC 适配器上的外部开关输入之一。为此,请移除 CNC 适配器顶部的 Switch 连接器上预先安装的链接之一,并连接 Estop MASSO 继电器的常开和公共继电器触点以代替链接,如上图所示。每当操作 Estop 或 MASSO 断电时,这将切断激光器的电源。
激光向上/向下
- 提供了一个输出,以允许激光自动降低到位并在选择另一个工具后重新升起。

- 选择激光工具后,激光向上/向下输出将变为高电平。例如。 T111 M6
- When another tool is selected the Laser Up/Down will go low.例如。 T1 M6
- 激光可以通过气动缸或线性致动器降低。
- 输出还可用于打开和关闭激光器,以提高安全性。
空中辅助
- 如果您的激光支持,则为空气辅助提供输出。空气辅助用于增加激光器的切割功率并提高切割质量。

- M8 Gcode 命令将打开空气,而 M9 将其关闭。
- 可以连接一个空气电磁阀以根据需要打开和关闭空气。
对 CNC 适配器进行编程
CNC 适配器可以通过多种方式进行配置,并且需要正确设置才能与 MASSO 一起使用。
只要您在电源 LED 亮起前的第一秒内打开激光,您就会看到配置的模式。
如果您在电源 LED 亮起之前看到激光 LED 自行亮起,则 CNC 适配器是正确的。

这是您打开激光时所看到的
可以在 Opt Lasers 网站上找到有关设置 CNC 适配器的说明。 CNC 适配器手册
坞站
激光套件有一个扩展坞。如果您不希望您的激光永久连接到您的机器,这是理想的选择。
坞站使用强大的稀土磁铁来实现激光器与机器的良好连接,并将所有电信号传递到激光头。
不使用时,有一个盖子可以保护坞站。
护目镜
任何 Laser 最重要的部分是一副优质的安全眼镜。
套件随附的激光安全眼镜质量上乘,有助于降低光从漫反射的后向散射激光进入用户眼睛的可能性。
它们在 190 至 540 nm 范围内被评为 OD 7+,可阻挡深紫外到绿色,包括紫光和蓝光。
你只得到一双眼睛,它们不会再长出来。


 English
English  Spanish
Spanish  French
French  German
German