Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese Setting up Lightburn
What is Lightburn?
Lightburn is a software package designed to be used with Lasers of all types and can be used with CNC machines.
It has a free trial that allows you to test it with your machine before purchasing.
With Lightburn you can design, edit and create the Gcode which you can send to your MASSO CNC controller.
It is a very powerful software that can be used with Windows, Mac OS and Linux.
When you are happy that the software is what you want you will need to purchase a license for the GCode version of Lightburn software.
This document does not seek to teach you how to use Lightburn but how to set it up to use with MASSO.
It assumes that you are using a Diode Laser.
Configure Lightburn to use with MASSO
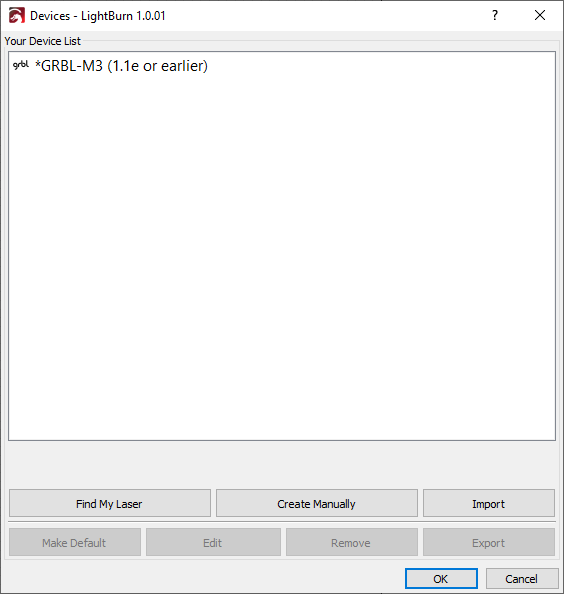
Step 1 Select the right Machine type.
Step 2  General settings
General settings
- Along the top line find the
 symbol and click on it
symbol and click on it
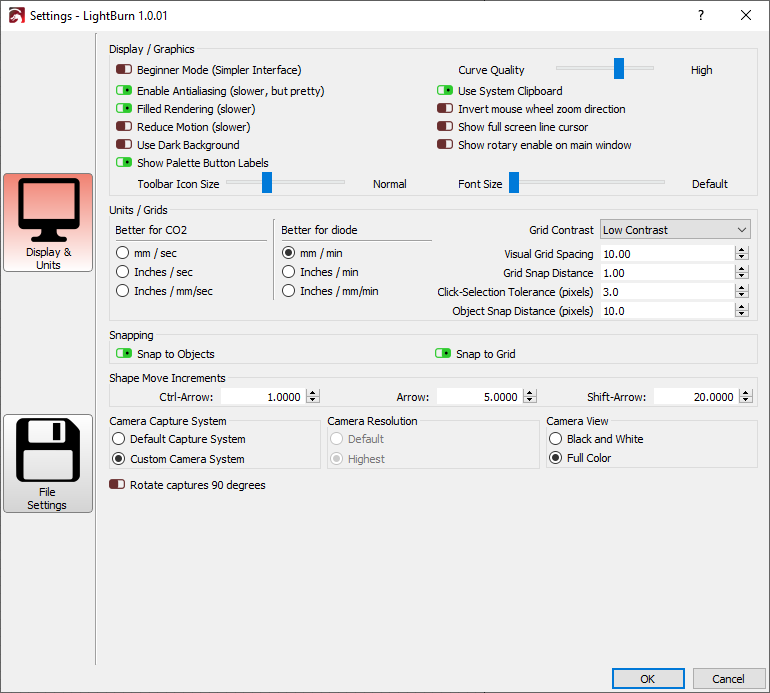
Completed General settings
Step 3  Device settings Basic settings tab
Device settings Basic settings tab
- Along the top line find the Along the top line find the symbol and click on it.
- Under the Basic settings tab select M8 for Air assist
- Set the S-value max to 1000
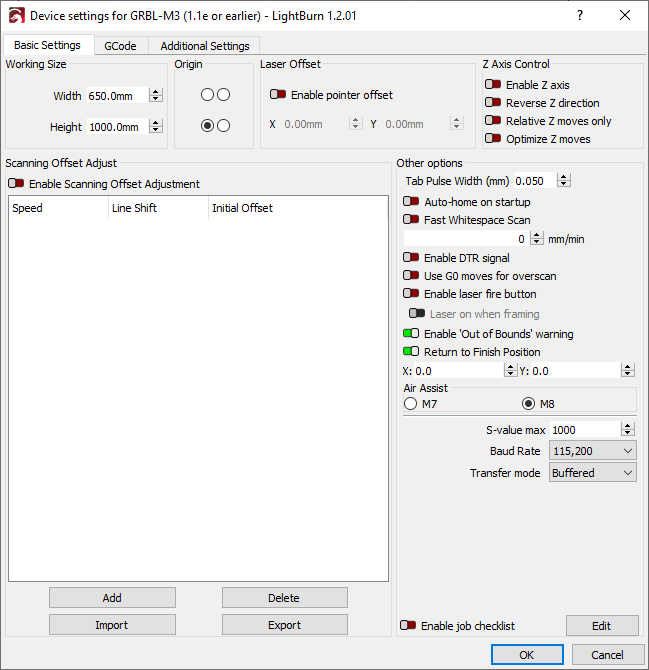
Completed Basic settings
Step 4  Device settings Gcode Tab
Device settings Gcode Tab
- Along the top line find the Along the top line find the symbol and click on it.
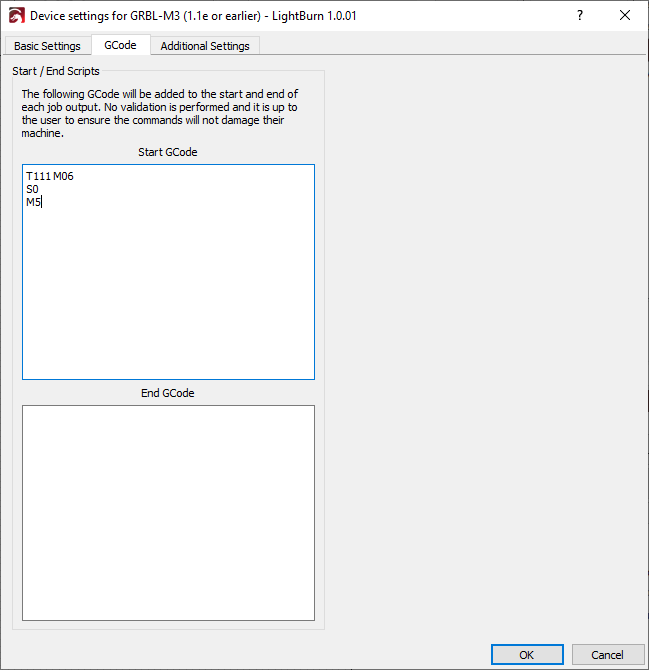
Completed Gcode Screen
Lightburn configuration is now complete.
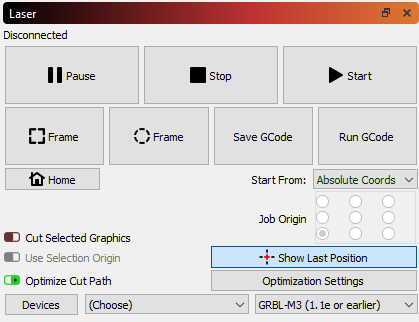
Outputting Gcode
While there are many settings that you can use the steps above are the minimum needed to get up and running.
- Once you have created your project select Save Gcode to output your file.
- Remove the .gcode at the end of the file name and add .nc and all files from then on will save as .nc files
- Ensure that you have selected GRBL-M3 (1.1e or earlier) for your device when saving to ensure it outputs the correct Gcode format. This is only a problem if you set up more than one device.
- Ignore the disconnected message on screen as it only applies when the Laser is connected directly to Lightburn.
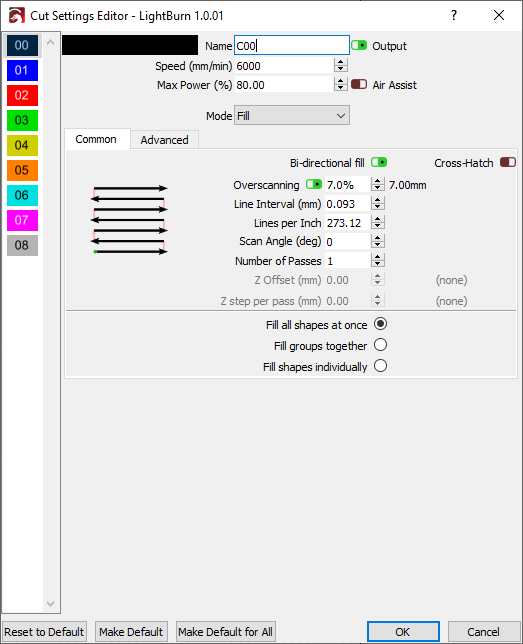
Overscanning