

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Nivellement automatique avec G38.6
À propos du nivellement automatique
Le nivellement automatique vous permet de cartographier la surface de votre matériau, puis de sonder la surface à l'aide du cycle de sondage de numérisation G38.6, puis d'appliquer la carte de hauteur résultante pour ajuster votre fichier Gcode d'origine.
Cela se fait à l'aide d'un logiciel tiers tel que AutolevellerAE
Il s'agit d'un logiciel open source qui peut être utilisé pour générer le fichier Gcode pour effectuer le sondage initial du matériau, puis le fichier MASSO Probe data.txt résultant peut être chargé dans le logiciel avec votre fichier Gcode de projet pour créer un nouveau Fichier Gcode avec les coordonnées ajustées en fonction de la surface du matériau.
AutolevellerAE peut être téléchargé ici : http://www.autoleveller.co.uk
Ce qui suit ne cherche pas à vous apprendre comment utiliser ce logiciel Auto Leveler mais comment configurer les paramètres personnalisés pour l'utiliser avec MASSO.
MASSO n'a aucune association avec ce logiciel.
Configuration de la routine d'initialisation Z
Sous les menus Options en haut de l'écran, sélectionnez la routine d'initialisation Z
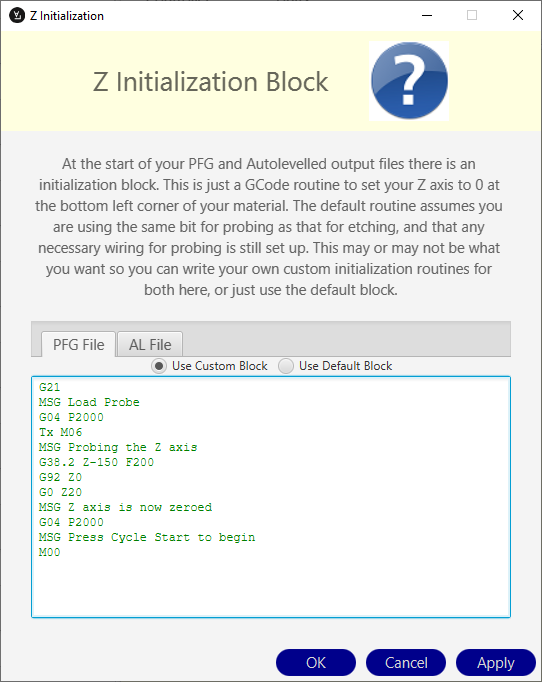
- Sous les menus Options en haut de l'écran, sélectionnez la routine d'initialisation Z
- Sélectionnez Utiliser le bloc personnalisé
- Entrez votre routine de démarrage ici.
Dans cet exemple
- La machine est réglée sur métrique (G21)
- Le message s'affiche "Load Probe"
- 2 secondes de retard
- Commande de changement d'outil à exécuter.
- Remplacez Tx par le numéro d'outil défini dans le réglage Touch Probe de l'écran F1. Dans l'exemple ci-dessous, le palpeur est l'outil 0, vous remplacerez donc Tx M06 par T0 M06
- Le message s'affiche "Sondage de l'axe Z"
- L'axe Z sonde jusqu'à la surface à 200 mm/min. Lorsque la sonde touche la surface, elle s'arrête. (Vous devrez peut-être modifier la valeur Z-150 en fonction de votre machine. La valeur Z dans le cycle de palpage G38.2 est une coordonnée machine)
- Les coordonnées de l'axe Z sont définies sur Z0 à l'aide du décalage d'origine temporaire G92.
- L'axe Z se déplace de 20 mm de la surface à Z20
- Le message s'affiche "L'axe Z est maintenant mis à zéro"
- 2 secondes de retard
- Le message s'affiche "Appuyez sur Cycle Start pour commencer"
- M00 Arrêt du programme et attente du démarrage du cycle.
- Après avoir entré votre Gcode d'initialisation, appuyez sur Appliquer suivi de OK
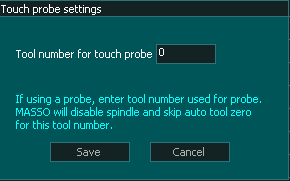
INFORMATION : Il est important de définir un outil de palpage et d'utiliser cet outil pendant le palpage, même si vous ne disposez pas d'un changeur d'outil automatique. L'outil Touch Probe désactive la broche lorsqu'elle est sélectionnée et constitue une caractéristique de sécurité importante
Bloc d'initialisation Z personnalisé
Veuillez modifier en fonction de votre machine.
Cette routine changera automatiquement votre outil en outil de palpage et utilisera automatiquement la routine de palpage G38.2 pour mettre à zéro l'axe Z à la hauteur de départ correcte.
G21 Sonde de charge MSG G04 P2000 Transmission M06 MSG Palpage de l'axe Z G38.2 Z-150 F200 G92Z0 G0 Z20 Axe MSG Z maintenant mis à zéro G04 P2000 MSG Appuyez sur Cycle Start pour commencer M00
INFORMATION : La routine de détection automatique du zéro utilise G92 pour définir Z zéro. Si vous arrêtez le fichier avant qu'il ne se termine, vous pouvez supprimer le décalage de travail temporaire en allant à MDI et émettre un G92.1
Options de contrôleur personnalisées
Dans le menu Options en haut de l'écran, sélectionnez Options de contrôleur personnalisées
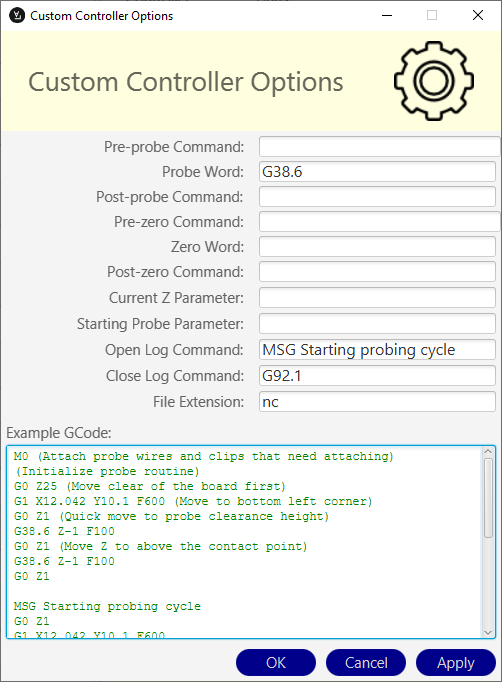
- Dans le menu Options en haut de l'écran, sélectionnez Options de contrôleur personnalisées
- Mot de test : G38.6
- Commande d'ouverture du journal : sondage MSG terminé
- Commande de fermeture du journal : G92.1
- Extension de fichier : Entrez nc
INFORMATION : Si vous avez des valeurs affichées dans les champs de paramètres qui sont grisées, elles peuvent être ignorées.
Créer un maillage de sondage
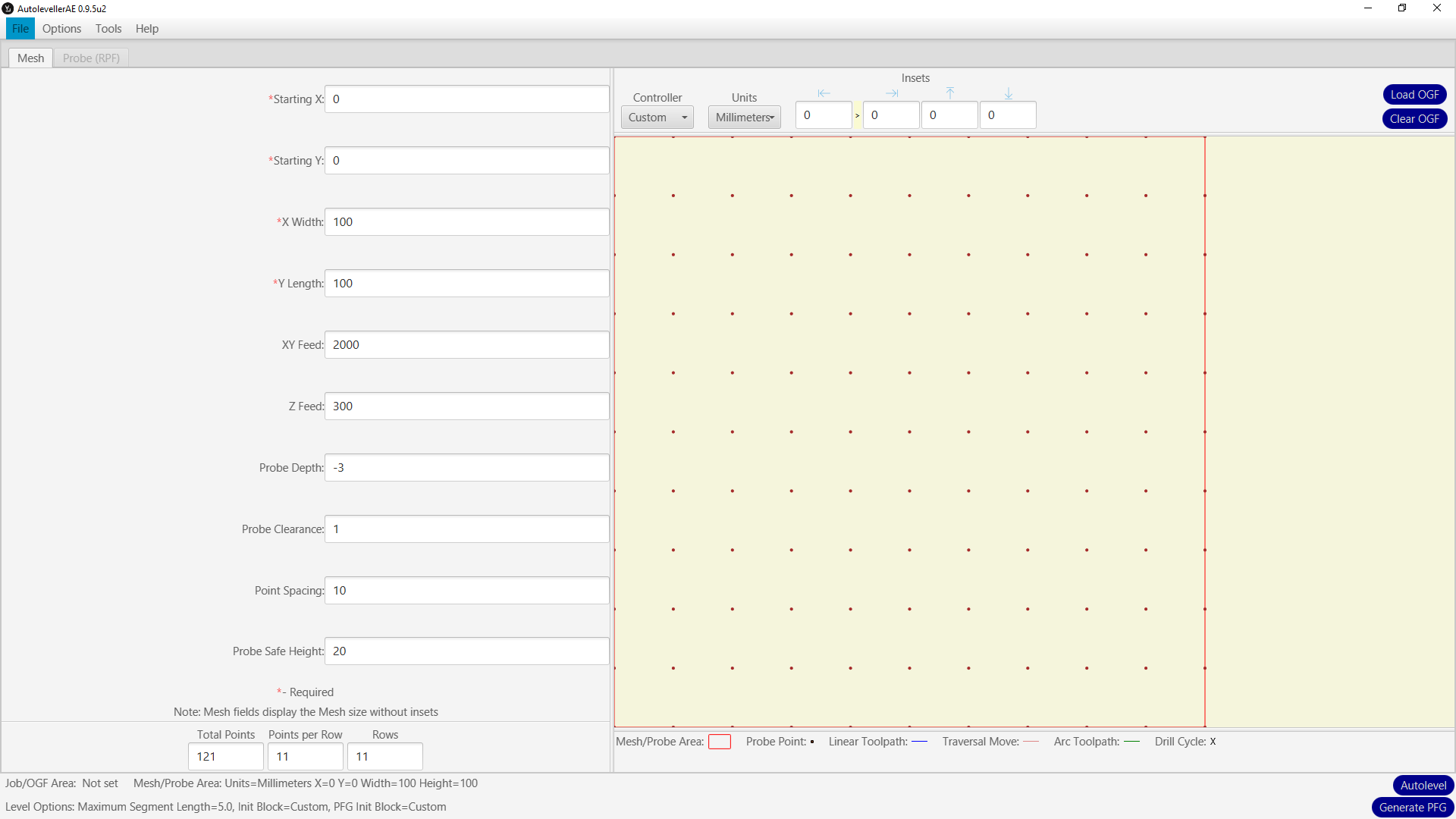
- X de départ : Entrez la coordonnée de travail X à partir de laquelle vous souhaitez commencer le palpage.
- Y de départ : Entrez la coordonnée de travail Y à partir de laquelle vous souhaitez commencer le palpage.
- Largeur X : Entrez la coordonnée de travail X que vous souhaitez terminer le palpage.
- Longueur Y : Entrez la coordonnée de travail Y que vous souhaitez terminer le palpage.
- Avance XY : Entrez la vitesse d'avance que vous souhaitez parcourir entre les emplacements de palpage.
- Avance Z : Entrez la vitesse d'avance à laquelle vous souhaitez prouver l'axe Z.
- Profondeur de palpage : Entrez la coordonnée de travail de l'axe Z pour la fin du palpage. Il s'agit de la profondeur à laquelle le sondage s'arrêtera et une entrée "Erreur de sondage à :" est créée dans le fichier "MASSO Probe data.txt" avant de passer à la coordonnée suivante.
- Dégagement de la sonde : entrez la coordonnée de travail de la hauteur Z à laquelle l'axe Z s'élèvera après chaque sonde. Si vous le faites trop haut, le palpage prendra plus de temps que nécessaire et si vous le faites trop bas, vous risquez de toucher la pièce tout en passant à la position de palpage suivante.
- Espacement des points : entrez la distance entre les emplacements de sondage.
- Hauteur de sécurité du palpeur : Ceci est utilisé à la fin du cycle de palpage pour élever l'axe Z au-dessus de la surface.
Une fois que vous êtes satisfait des paramètres, appuyez sur Générer PFG pour créer le fichier Gcode de sondage.
INFORMATION : Ce logiciel peut également être utilisé pour créer des captures de points de nuage d'objets 3D en utilisant le même processus. Sélectionnez un espacement de points qui convient à l'élément que vous testez. Un espacement des points plus fin rendra une capture de données plus détaillée que vous pouvez transmettre à d'autres logiciels pour le rendu dans un modèle 3D.
Créer un fichier Auto Leveled
Aperçu de base
- Chargez votre fichier Gcode appelé OGF dans le logiciel.
- Chargez le fichier Captured MASSO Probe Data.txt enregistré sur votre lecteur Flash MASSO sous le menu File Raw Data File (RPF)
- Ajustez les paramètres au besoin. Veuillez consulter le manuel du logiciel Autoleveller pour plus de détails sur l'utilisation de cet aspect du logiciel.
- Appuyez sur Autolevel pour générer un fichier Gcode ajusté à exécuter sur MASSO.
AVERTISSEMENT : L'utilisation incorrecte de ce Gcode peut endommager votre équipement de palpage, l'objet en cours de palpage et des blessures. Veuillez comprendre et faire preuve de prudence.