English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese G92 – Indemnisation du Travail Temporaire
Cette commande est utilisée pour définir des valeurs de compensation de travail temporaire. Les décalages d'origine temporaires sont utilisés en combinaison avec les principaux décalages d'origine G54 à G59.
L'application d'un décalage de travail temporaire à un axe modifiera la coordonnée de travail de l'axe à la valeur spécifiée.
Lorsqu'un décalage d'origine temporaire est appliqué, il s'affiche sur l'écran F2 sous la forme du décalage d'origine actuel + G92 
Un décalage de travail temporaire s'applique à tous les décalages de travail G54 à G59 jusqu'à son annulation.
Syntaxe et paramètres
- G92 suivi des valeurs des axes.
- Valeur X, Y, Z, A, B : Spécifie l'axe que vous souhaitez décaler et la nouvelle valeur DRO de travail
INFO : les décalages d'origine G92 sont annulés avec G92.1
exemple de programme
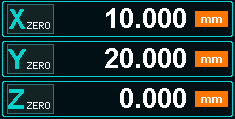
N10 G92 X10 Y20
Dans cet exemple, les axes X et Y ne bougeront pas et un décalage de travail temporaire sera appliqué aux axes X et Y.
Le DRO de travail sur l'axe X affichera 10 et le DRO de travail sur l'axe Y affichera 20.
La quantité de décalage est automatiquement calculée pour donner la coordonnée de travail requise.
Une utilisation courante des décalages de travail temporaires est dans les cycles de palpage, tels que le réglage de la hauteur de la torche dans Plasma.
N10 G38.2 Z-50 N20 G92 Z0 N30 G0 Z1
Dans cet exemple, le G38.2 sonde l'axe Z vers la surface du matériau et lorsque la saisie tactile est activée, il s'arrête.
Le G92 Z0 établit la coordonnée de travail en Z0
G0 Z1 déplace l'unité de l'axe Z 1 au-dessus de la surface du matériau.
INFO : Les unités sont définies en pouces ou en mm selon la configuration de votre machine ou la commande G20 ou G21 utilisée.
Axe zéro avec décalages d'origine temporaires appliqués
- Les DRO avec des décalages de travail temporaires ne peuvent pas être remis à zéro en appuyant sur les boutons X, Y ou Z Zero sur le DRO.
- Lorsqu'un décalage d'origine G92 est appliqué à un axe et que le DRO est réglé sur zéro, la valeur de décalage sera appliquée dans le DRO au lieu de 0.
- Si vous cliquez sur un axe DRO avec un décalage de travail temporaire appliqué et entrez une nouvelle valeur, la valeur du décalage de travail temporaire lui sera appliquée et une nouvelle coordonnée de travail sera affichée.
- Utilisez G92.1 pour annuler la compensation de travail temporaire.