

 Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese M667 – Plasma – Turn THC Function On
This command is used to switch On the THC automatic Z axis control function in the plasma version.
Syntax & Parameters
- M667
- F Value - this is the feed rate of the Z axis that the will be used to move torch up/down when in THC mode.
Example program
N10 M667 F500 N20 G01 X1 F1000
The above program switches On the THC function and sets Z axis feed rate during THC control to 500.
This Gcode does not take effect until the next axis move.
Example program
N10 M667 N20 G1 X1 F1000
The above program switches On the THC function. The THC feed rate will use the last feed rate specified for M667. If no previous feed rate has been specified it will use the maximum feed rate of the axis as the M667 feed rate.
This Gcode does not take effect until the next axis move.
THC Feed Rate issues
The THC feed rate determines the speed at which the Z axis move to reposition the Z axis to the correct cutting height under THC control.
If this setting is too fast the Z axis will overshoot and the THC will reverse direction to bring it back to the correct cutting height.
In extreme cases the Z axis can end up overshooting each time it moves causing a continuous hunting for position as the Z axis bounces up and down as it moves along the cut.
If the THC feed rate is set too low the Z axis may not be able to climb fast enough to clear the material surface causing the torch to collide with the material.
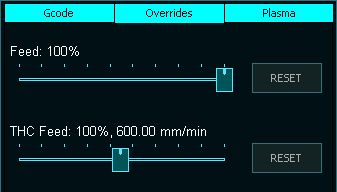
THC Feed rate parameter 