

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese M667 - Plasma - Activer la fonction THC
Cette commande permet d'activer la fonction de contrôle automatique de l'axe THC Z dans la version plasma.
Syntaxe et paramètres
- M667
- Valeur F - Il s'agit de la vitesse d'avance de l'axe Z qui sera utilisée pour déplacer la torche vers le haut/bas en mode THC.
exemple de programme
N10 M667 F500 N20 G01 X1 F1000
Le programme ci-dessus active la fonction THC et règle la vitesse d'avance de l'axe Z pendant le contrôle THC sur 500.
Ce Gcode ne prend effet qu'au prochain mouvement de l'axe.
exemple de programme
N10 M667 N20 G1 X1 F1000
Le programme ci-dessus active la fonction THC. Le taux d'alimentation THC utilisera le dernier taux d'alimentation spécifié pour M667. Si aucune vitesse d'avance précédente n'a été spécifiée, il utilisera la vitesse d'avance maximale de l'axe comme vitesse d'avance M667.
Ce Gcode ne prend effet qu'au prochain mouvement de l'axe.
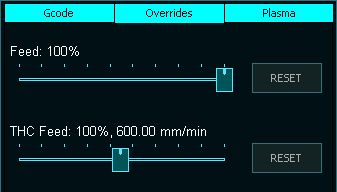
Problèmes de taux d'alimentation en THC
Le taux d'alimentation THC détermine la vitesse à laquelle l'axe Z se déplace pour repositionner l'axe Z à la hauteur de coupe correcte sous contrôle THC.
Si ce réglage est trop rapide, l'axe Z dépassera et le THC inversera la direction pour vous ramener à la bonne hauteur de coupe.
Dans les cas extrêmes, l'axe Z peut finir par dépasser chaque fois qu'il se déplace, provoquant une recherche continue de position lorsque l'axe Z rebondit de haut en bas lorsqu'il se déplace le long de la coupe.
Si la vitesse d'alimentation du THC est réglée trop bas, l'axe Z peut ne pas être en mesure de remonter assez rapidement pour dégager la surface du matériau, ce qui fait que la torche heurte le matériau.
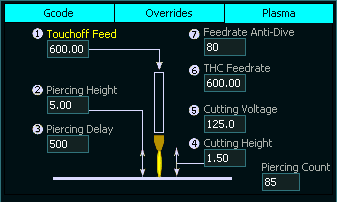
Paramètre de taux d'alimentation en THC 