

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese calibrage des axes
Une fois toutes les connexions électriques effectuées, le système peut être calibré. L'étalonnage de l'axe peut être effectué en suivant les étapes simples suivantes :

Moteur : Distance par tour
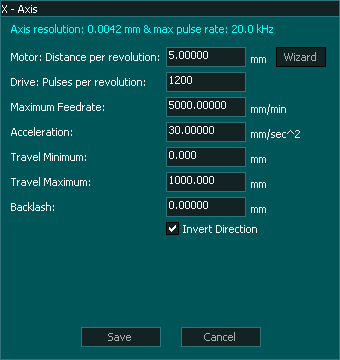
- Notez d'abord le pas de votre vis à billes. Le pas définit le déplacement de l'écrou à billes lorsque la vis à billes est tournée d'exactement un tour complet.
- Sur l'écran de configuration F1 , ouvrez la fenêtre de configuration de l'axe et saisissez le pas de la vis à billes dans la zone Moteur : Distance par révolution .
- Si les mouvements de l'arbre de la machine sont contrôlés par des courroies de distribution ou ont une configuration à crémaillère et pignon, entrez la quantité de mouvement de l'arbre lorsque l'arbre du moteur tourne exactement d'un tour complet. Si cette valeur est inconnue ou difficile à calculer, l' assistant d'étalonnage expliqué en bas de cette page peut être utilisé.
Entraînement : Impulsions par tour
Les servomoteurs et les moteurs pas à pas ont des commutateurs ou des outils logiciels pour configurer les paramètres d'impulsions par tour (PPR) des variateurs. Ces paramètres définissent le nombre d'impulsions nécessaires au variateur pour faire tourner l'arbre du moteur d'un tour complet.
INFORMATION : Consultez la documentation de vos variateurs de vitesse pour savoir comment configurer PPR.
vitesse d'avance maximale
Chaque axe de la machine a une limitation de la vitesse maximale autorisée en fonction des limitations matérielles et de sécurité. La valeur de l'avance maximale est utilisée pour vérifier et s'assurer que le système ne dépasse pas cette valeur pendant le fonctionnement. Cette valeur peut être différente pour chaque axe en fonction de la conception de cet axe.
Accélération
En fonction de la masse en mouvement et du couple moteur, la valeur d'accélération peut être réglée pour chaque axe.
sens de l'arbre
La case à cocher Inverser le sens permet d'inverser le sens de déplacement de l'axe.
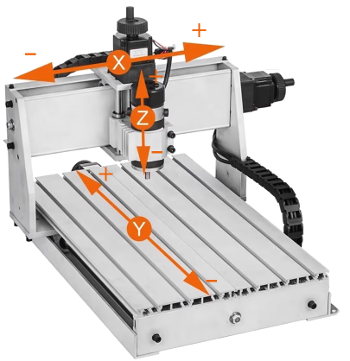
Il est essentiel qu'avant de régler la course maximale et minimale ou d'utiliser l'assistant de calibrage, vous vous assuriez que l'axe se déplace dans la bonne direction.
Voir l'image ci-dessous pour plus d'informations
Déplacements minimum et maximum
Ces valeurs définissent la trajectoire ainsi que les valeurs minimale et maximale de l'axe. Dans la plupart des configurations, cette valeur est comprise entre 0,00 et un certain nombre positif, mais dans certains cas, comme l'axe Z d'une fraise, cette valeur peut être négative car l'axe est dirigé vers le haut, qui est de 0,00, mais l'usinage réel se produit dans le sens négatif, c'est-à-dire vers le bâti de la machine.
REMARQUE : La course min et max définit également la limite logicielle de l'axe et il est très important de définir cette valeur avec la course exacte de l'axe.
INFO : Si les valeurs de position minimale, maximale ou de référence (dans la fenêtre de configuration de référence) ne sont pas saisies correctement, l'axe peut ne pas être référencé correctement.
Assistant d'étalonnage d'axe
Si cette valeur de distance d'arbre par tour est inconnue ou difficile à calculer, l' assistant d'étalonnage d'arbre peut être utilisé, CLIQUEZ ICI pour plus de détails.