Documentación MASSO
Advertencias y precauciones
MASO AI
miTaller
Agregar un DTHC
OEM y distribuidores
Vinculando DTHC
miTaller PRO
MASSO - Preguntas frecuentes
Acerca de MASSO
MASSO Touch - Preguntas frecuentes
Comprar MASSO
Conversión de máquinas y construcciones
Motores y variadores
Plasma
Torno
Codificadores
husillos
Cambiadores de herramientas
Mecanizado de 5 ejes
Cabezales de Taladros, Sierras y EDM
Apoyo
Cómo encontrar su número de serie MASSO
Guías de inicio
Instalación de MASSO
Alimentando MASSO Touch
Alimentando MASSO-G3
Alimentando MASSO-G2
Restablecimiento de contraseña
Conexión de una pantalla
Conexión de teclado y mouse
Cargando software en MASSO Touch
Cargando software en MASSO-G3
Cargando software en MASSO-G2
Ajustes MASSO
Configuración general
Configuración de referencia
Ajustes de lubricación
Configuración del cambiador de herramientas
Configuración del eje
Configuración de la sonda táctil
Ajustes de cero automático de herramientas
Configuración de varios cabezales
Configuración del escáner QR
Configuración de la cuenta de usuario
Cargar y guardar configuraciones de calibración
Contraseñas de administrador y usuario
Cableado y Calibración
Escáner QR
Versiones de software actuales
Mecanizado con MASSO
Cargando software en MASSO-G3
Carga de software a MASSO-G2
Contraseñas de administrador y usuario
Interfaz gráfica
Interfaz gráfica MASSO G3
Interfaz gráfica MASSO G2
Alarmas del controlador
Interfaz de pantalla táctil
Atajos de teclado y teclas
Configuración de hora y fecha
Orientación de la máquina
Correr
retroceder
Anulación de la velocidad de alimentación
Anulación de RPM del husillo
Comando MDI
Creación de nuevos archivos de código G
Edición de código G
Restablecer el contador de trabajos
Cargando y ejecutando código G
Reanudar programa o saltar a la fila
Bloque único
Conectividad Wi-Fi
Software de enlace MASSO
Instrucciones de macOS
Instrucciones de Windows
Hacer códigos QR
Herramientas de calibración
Pasos de calibración de herramientas de torno
Pasos de calibración de la herramienta de fresado
Compensaciones de trabajo
Compensación del cortador: desgaste Z
Programación conversacional
Asistentes conversacionales de torno
Molino de magos conversacionales
Usar asistentes conversacionales
Código G de carga automática
Sondeo
Ciclo de sondeo de la parte superior de la pieza
Lado de los ciclos de sondeo de piezas
Ciclos de palpado de esquinas
Ciclos de palpado central
Guías de inicio rápido
Mejores prácticas al cablear MASSO
Configuración Molino MASSO
Configuración de plasma MASSO
Configuración del torno MASSO
Configurar eje giratorio
Configurar grabado láser
Instalación de un láser Opt
Configurando Lightburn
Configurar el escáner QR MASSO
Identificar y conectar el sensor de referencia
Buscador de blancos
Guías de resolución de problemas
Bucles de tierra
Síntomas de daños en el bucle de tierra
Comprobación de optoacopladores
Pruebas de VFD y husillo
Prueba de eje
G-Codes y Postprocesadores
Códigos G compatibles
G00 - Movimiento rápido
G01 - Movimiento de interpolación lineal
G02 – Interpolación circular (sentido horario)
G03 – Interpolación circular (sentido antihorario)
G04 – Estancia
G10 – Establecer valores de compensación de trabajo
G17 – Selección del Plano XY
G18 – Selección del plano ZX
G19 – Selección del plano YZ
G20: establecer unidades de máquina en pulgadas
G21 – Establecer unidades de máquina en milímetros
G28 – Regresar al inicio de la máquina
G30 - Mover a la posición de estacionamiento
G32 – Ciclo de Roscado
G38.2 – Ciclo de Palpador Directo
G38.6 - Ciclo de Palpación de Digitalización
Nivelación automática usando G38.6
G38.7 - Ciclo de palpado central
G40 - Compensación del cortador desactivada
G41- Compensación del cortador izquierdo
G42- Compensación del cortador derecho
G53 – Mover en coordenadas absolutas de máquina
G54 a G59: seleccione el sistema de coordenadas de desfase de trabajo
G54.1 - Compensaciones de trabajo extendidas
G73 – Perforación por picoteo de alta velocidad
G80 – Cancelar movimiento modal
G81 – Ciclo de Taladrado
G82 – Ciclo fijo de taladrado con permanencia
G83 – Taladrado profundo para agujeros más profundos
G90 – Establecer el modo de distancia en absoluto
G91 – Establecer el modo de distancia en incremental
G92 – Compensación de Trabajo Temporal
G92.1 – Cancelar Compensación de Trabajo Temporal
G93 – Modo Tiempo Inverso
G94 – Modo Unidades Por Minuto
G95 - Avance por revolución
G96 – Activar la velocidad de superficie constante (CSS)
G97: desactivar la velocidad de superficie constante (CSS)
G98 – Ciclo fijo – Retracción a la Z inicial
G99 – Ciclo fijo – Retroceder al plano R
G200 - Parámetros de plasma
G200 - Parámetros del láser
T - Número de herramienta
MSG - Comando de mensaje para pantalla y alertas remotas
F - Velocidad de avance
norte - número
S - Velocidad / Intensidad
( ) - Comentarios
Código G no válido
Códigos M admitidos
M00 – Parada del programa
M01 – Parada de programa opcional
M02 – Fin del programa
M03 – Husillo encendido (en el sentido de las agujas del reloj)
M03 – Antorcha de plasma encendida
M03 – Habilitación de salida láser con movimiento
M04 – Husillo ENCENDIDO (en sentido antihorario)
M04 - Láser encendido inmediato
M05 – Husillo APAGADO
M05 – Antorcha de plasma apagada
M05 - Láser apagado Inmediato
M06 – Cambio de herramienta
M06.1 - Descarga de herramientas
M07 – Encienda el refrigerante de niebla
M08 – Encienda el refrigerante de inundación
M08 - Asistencia láser-aire activada
M09 – Refrigerante apagado
M09 – Asistencia láser-aire desactivada
M10 – Portabrocas o abrazadera de mesa giratoria cerrada
M11 – Abrazadera de mandril o mesa giratoria abierta
M30 – Terminar el programa y rebobinar
M62 – Activar salida digital sincronizada con movimiento
M63: desactivar la salida digital sincronizada con el movimiento
M64 – Encienda la salida digital inmediatamente
M65 – Desactivar la salida digital inmediatamente
M66 - Esperar entrada
M666 - Plasma - Apagar la función THC
M667 - Plasma - Activar la función THC
M85 - Puerta abierta
M86 - Cerrar puerta
M98 y M99 – Llamada de subprograma
Postprocesadores CAM
artcam
BobCAD-CAM
Fusión 360
HojaCAM
Vectric VCarve y Vectric Aspire
Requisitos del procesador POST de plasma
Otro software CAM
Cableado y Configuración
Multicabezal
Introducción
Husillo principal
Husillo múltiple 1 - 4
Puntero láser de funcionamiento en seco
Grabado/Corte Láser
Antorcha de plasma y MASSO DTHC
Antorcha OXI
Chorro de agua
Herramienta de escriba
Pluma 1 y 2
Cámara
Configuración y calibración
Montaje y datos mecánicos
Módulo de cableado táctil MASSO G3
EDetener el cableado
Ejemplos de eje servo/paso a paso
Módulo receptor diferencial
Motores paso a paso de circuito cerrado MASSO
Solución de problemas del paso a paso de circuito cerrado MASSO
Geco 203V
Geco G340
Geco G540
Teknic - ClearPath
Brillo de plomo MX4660
Brillo de plomo CS-D1008
Motores largos
Unidad CNC - DG4S-16035
DMM - Movimiento dinámico del motor
VACACIONES
Víbora
Mitsubishi-MR-J3
PoStep60
panasonic
tecnología de automatización inc.
hiwin
Yaskawa
Control de husillo
Ejemplos de VFD de husillo
Variador de frecuencia Bosch Rexroth
Variador de frecuencia Delta C200
Variador de frecuencia Delta MS300
Delta VFD-M
Variador de frecuencia Hitachi
hacer un VFD
Mitsubishi FR-D720S-100
Schneider Altivar 18
VFD TECO Westinghouse
Yuhuan Huanyang
Entrada de puerta
Configuración de unidades predeterminadas en mm o pulgadas
Calibración del eje
Asistente de calibración de ejes
Compensación de contragolpe
Eje esclavo
Inicio / Entradas de inicio
Límites suaves y duros
Lista de entradas configurables
Lista de salidas configurables
Salidas TTL
Relés de control
Colgante MPG
Luces de la torre
Instalación o reemplazo de la batería de respaldo
Configuración de la cuenta de usuario
Sensor de referencia MASSO
Codificador óptico MASSO
Módulo de relé MASSO
Cableado del variador y relé MASSO G2
Lubricación
MASSO G2 Sustitución de optoacopladores dañados
MASSO G3 Reemplazo de optoacopladores dañados
Codificador de RPM del husillo
Actualización del codificador de husillo en MASSO G2
Guardar y cargar configuraciones
Sonda táctil 3D
Medir la longitud de la sonda táctil
Placa táctil de sondeo
Ajustador de herramientas
Cómo funciona el ajustador de herramientas
Calibración automática de la longitud de la herramienta
Cambiadores de herramientas
Numeración de herramientas en MASSO
Cambiadores de herramientas de fresado
Cambiador de herramientas manual
Cambiador de herramientas lineal (Tipo 1)
Cambiador de herramientas lineal (Tipo 2)
Cambiador de herramientas lineal -Versión Beta
Cambiador de herramientas emergente - Beta
Configuración del cambiador de herramientas lineal
Cambiador de herramientas paraguas
Cambiador de herramientas rotativo de alta velocidad
Campana antipolvo - Versión Beta
Cambiadores de herramientas de torno
Cambio de herramienta manual
Lineal: configuración del tipo de grupo
Torreta de 4 estaciones
Giro EMCO PC55
Torreta de salida de señal digital de 4 bits
Hercus PC200 - Torreta de herramientas
Pragati BTP-63, BTP-80, BTP-100, BTP-125
EMCOturno 120
Torreta de herramientas WABECO
Puertas automáticas
Agregar nuevos cambiadores de herramientas
Plasma - Control de altura de la antorcha
Instalación de MASSO Plasma y DTHC
Proma compacto THC 150
Hypertherm 45, 65 y 85
Torch Touch (cabeza flotante) Señal
Señal de ruptura de la antorcha
Cómo funciona el THC
Fabricante de equipos originales (OEM)
Logotipo y detalles del OEM
Fresadoras y Tornos Sherline
Cableado y configuración
Enrutadores 3DTEK
Enrutadores CANCAM
CNC REVO
Obtener apoyo
Foros y soporte por correo electrónico
Informe de errores y problemas
Adquisitiva
Pago
Envío y Entrega
Garantía
Devoluciones
Documentación MASSO
English
French
German
Simplified Chinese
Seleccione el idioma
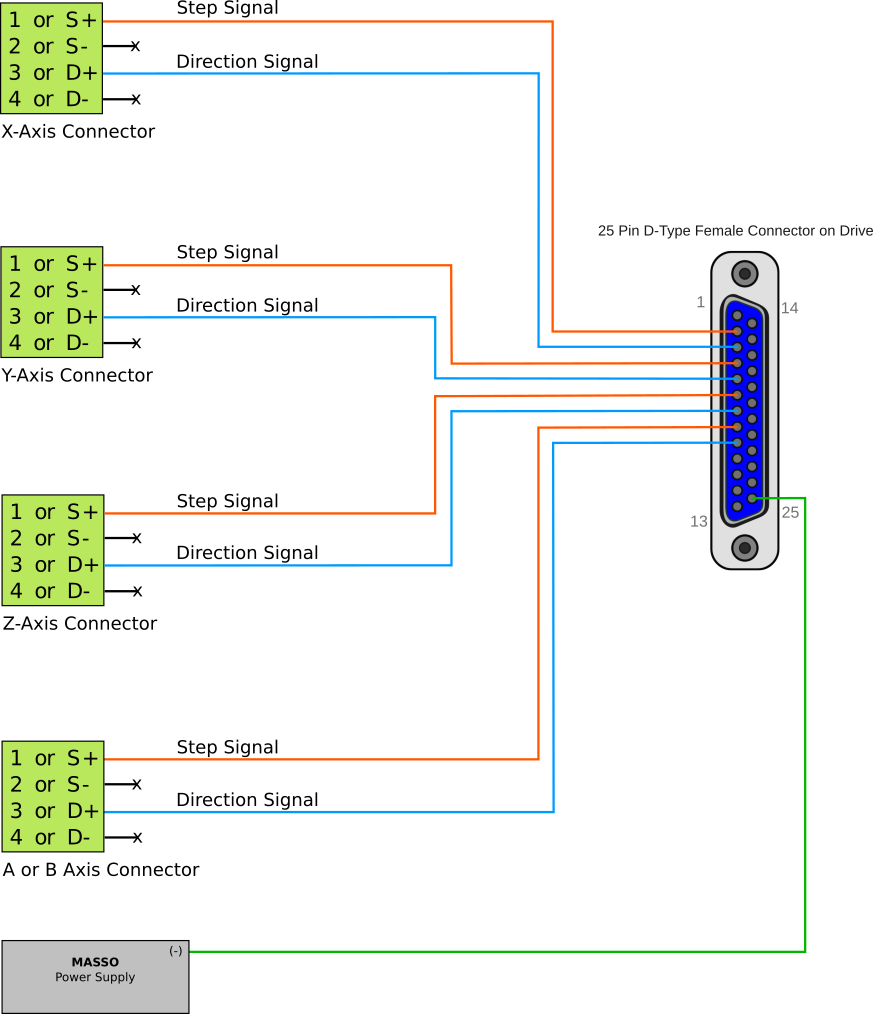
Geco G540
Ejemplo de cableado de Gecko Drive G540 (4-AXIS)
PRECAUCIÓN:
El signo
"x"
significa no conectar.
Previa
Geco G340
Teknic - ClearPath
Próxima
CONTENIDO
Ejemplo de cableado de Gecko Drive G540 (4-AXIS)


 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese