文档 MASSO
警告和注意事项
肌肉
米塔勒
添加 DTHC
原始设备制造商和分销商
联络DTHC
米塔勒PRO
MASSO - 常见问题解答
关于马索
MASSO Touch – 常见问题解答
购买马索
机器和结构的改造
电机和驱动器
等离子体
旅游
编码器
胸针
换刀装置
5轴加工
钻头、锯和腐蚀机
支持
如何查找您的 MASO 序列号
入门指南
安装 MASSO
电源 MASO 触摸
食品 MASO-G3
为 MASSO-G2 供电
重设密码
连接屏幕
键盘和鼠标连接
将软件加载到 MASSO Touch 上
将软件加载到 MASSO-G3 上
将软件加载到 MASSO-G2 上
质量调整
通用配置
参考配置
润滑参数
换刀装置设置
轴的配置
接触式探针设置
自动调整刀具零位
多头配置
QR 扫描仪设置
用户帐户设置
加载和保存校准设置
管理员和用户密码
接线和校准
QR扫描仪
当前软件版本
用 MASSO 加工
将软件加载到 MASSO-G3 上
将软件加载到 MASSO-G2
管理员和用户密码
图形界面
马索 G3-GUI
MASSO G2-GUI
控制器-报警
触摸屏界面
键盘快捷键和按键
时间和日期设置
机器对中
跑步
的
取消进给率
主轴转速倍率
MDI 命令
创建新的 G 代码文件
G代码编辑
重置作业计数器
加载并执行 G 代码
继续节目或跳过队列
独特的垫
无线网络连接
MASSO-Link-软件
macOS 使用说明
Windows 说明
创建二维码
校准工具
校准车刀的步骤
铣刀校准步骤
工作报酬
刀具补偿:Z 磨损
对话式编程
车床对话向导
对话魔磨
使用对话助手
自动加载 G 代码
罪
测量零件顶部的循环
零件测量周期页面
拐角探测周期
中央触诊周期
快速入门指南
MASSO 布线的最佳实践
MASSO破碎机配置
等离子 MASSO 的配置
MASSO车床配置
配置旋转轴
配置激光雕刻
安装 Opt 激光器
轻烧配置
配置 MASSO QR 扫描仪
归位传感器识别和连接
返回目的地
故障排除指南
接地回路
接地回路损坏的症状
检查光耦合器
VFD和引脚测试
鲍姆测试
G-Codes 和后处理器
支持的 G 代码
G00 - 快速运动
G01 - 直线插补运动
G02 - 圆弧插补(顺时针)
G03 - 圆弧插补(逆时针)
G04 – 暂停
G10 – 设置工作补偿值
G17 – XY 平面选择
G18 – ZX 平面选择
G19 – YZ平面选择
G20 – 将机器单位设置为英寸
G21 – 将机器单位设置为毫米
G28 – 返回机器首页
G30 - 行驶到驻车位置
G32 – 螺纹循环
G38.2 - 直接测量循环
G38.6 - 采样周期
使用 G38.6 进行自动调平
G38.7 – 中央触诊周期
G40 – 禁用切削补偿
G41-左刀具补偿
G42 – 右刀具补偿
G53 – 移动绝对机床坐标
G54 到 G59 – 选择工件偏置坐标系
G54.1 – 延长工作津贴
G73-高速钻孔
G80 – 取消模态运动
G81 - Bohrzyklus
G82 - 永久钻孔固定循环
G83 - 深孔深钻
G90 – 将距离模式设置为绝对
G91 – 将距离模式设置为增量
G92 – 临时工补偿
G92.1 – 取消临时零偏
G93 – 反时限模式
G94 - 每分钟单位数模式
G95 - 每转进给
G96 - 启用恒定表面速度(CSS)。
G97 – 关闭恒定表面速度 (CSS)
G98 – 固定循环 – 退回到初始 Z
G99 – 固定循环 – 退回到 R 平面
G200 – 等离子参数
G200 – 激光设置
T——刀具编号
MSG – 屏幕和远程警报的消息控制
F - 进给速度
北 - 号码
S - 速度/强度
( ) - 评论
无效的 Gcode
支持的 M 代码
M00——程序停止
M01 – 可选程序停止
M02 – 编程
M03 – 固定(顺时针)
M03 – 等离子炬打开
M03 – 通过移动激活激光功率
M04 – 引脚 ON(逆时针)
M04 - 立即打开激光
M05 – 销钉脱落
M05 – 等离子炬关闭
M05 – 即时激光停止
M06 – 换刀
M06.1 – 下载工具
M07 – 打开雾状冷却液
M08 – 打开冷却液
M08 – 激光空中支援激活
M09 – 冷却液流出
M09 – 激光空中支援禁用
M10 - 卡盘或封闭转台夹头
M11 - 夹头或开放式转台
M30 – 程序结束并返回
M62 – 与运动同步激活数字输出
M63:关闭运动同步数字输出
M64 - 立即激活数字输出
M65 - 立即禁用数字输出
M66 - 等待进入
M666 - 等离子 - 禁用 THC 功能
M667 - 等离子 - 激活 THC 功能
M85 - 开门
M86 - 关门
M98 和 M99 - 子程序调用
CAM 后处理器
摄影机
BobCAD-CAM
融合 360
HojaCAM
Vectric VCarve 和 Vectric Aspire
等离子后处理器要求
其他 CAM 软件
接线和设置
多头
介绍
主笔
多个引脚 1 - 4
干运行激光笔
激光雕刻/切割
等离子炬和 MASSO DTHC
安托查·奥西
水射流
书写工具
引脚 1 和 2
相机
设置和校准
装配和机械数据
触觉电缆模块 MASSO G3
急停接线
伺服/步进轴示例
差分接收模块
MASSO 闭环步进电机
MASSO 闭环步进电机故障排除
壁虎203V
壁虎 G340
壁虎 G540
技术 – ClearPath
凌耀MX4660
布莱弗洛肯 CS-D1008
朗斯汽车
CNCdrive - DG4S-16035
DMM - 动态电机运动
假期
毒蛇
三菱 - MR-J3
PoStep60
松下
自动化技术公司
上银
安川
主轴控制
主轴 VFD 示例
博世力士乐变频器
变频器 台达 C200
台达MS300变频器
台达变频器-M
日立变频器
制作一个变频器
三菱 FR-D720S-100
施耐德 Altivar 18
西屋东元变频器
Yuhuan Huanyang
前门
将默认单位设置为毫米或英寸
轴校准
轴校准向导
间隙补偿
从轴
主页 / 入门主页
软硬边界
可配置输入列表
可配置输出列表
插入TTL
控制继电器
MPG 拖车
塔灯
安装或更换备用电池
用户帐户设置
MASSO 参考传感器
光学MASSO编码器
MASSO-继电器模块
连接变速器和 MASSO G2 继电器
润滑
MASSO G2 更换损坏的光耦
MASSO G3 更换损坏的光耦合器
主轴转速编码器
主轴编码器升级至 MASSO G2
保存和加载设置
探针触觉 3D
测量探头头部的长度
测量触摸屏
工具调整器
这就是工具配置程序的工作原理
自动刀具长度校准
工具更换器
MASSO 中的刀具编号
铣刀更换器
手动换刀装置
线性换刀装置(1 型)
线性换刀装置(2型)
线性换刀装置 – Beta 版本
上下文工具更换器 – 测试版
设置线性换刀装置
伞式工具更换装置
高速旋转换刀装置
防尘罩 - 测试版
车床换刀装置
手动换刀
线性:组型配置
4站炮塔
Giro EMCO PC55
4位数字信号输出转塔
Hercus PC200 – 刀塔
普拉加蒂 BTP-63、BTP-80、BTP-100、BTP-125
EMCCourno 120
威贝科刀塔
自动门
添加新的换刀装置
等离子 - 割炬高度控制
安装 MASSO Plasma 和 DTHC
Proma Kompakt THC 150
海宝 45、65 和 85
手电筒触摸(浮动头)信号
火炬分离信号
THC 的工作原理
原始设备制造商(OEM)
OEM 标志和细节
Sherline 铣床和车床
接线和设置
3DTEK 路由器
CANCAM 路由器
雷沃数控
获得支持
论坛和电子邮件支持
报告错误和问题
购买
支付
送货方式
保证
退货
MASSO 文档
English
Spanish
French
German
选择语言
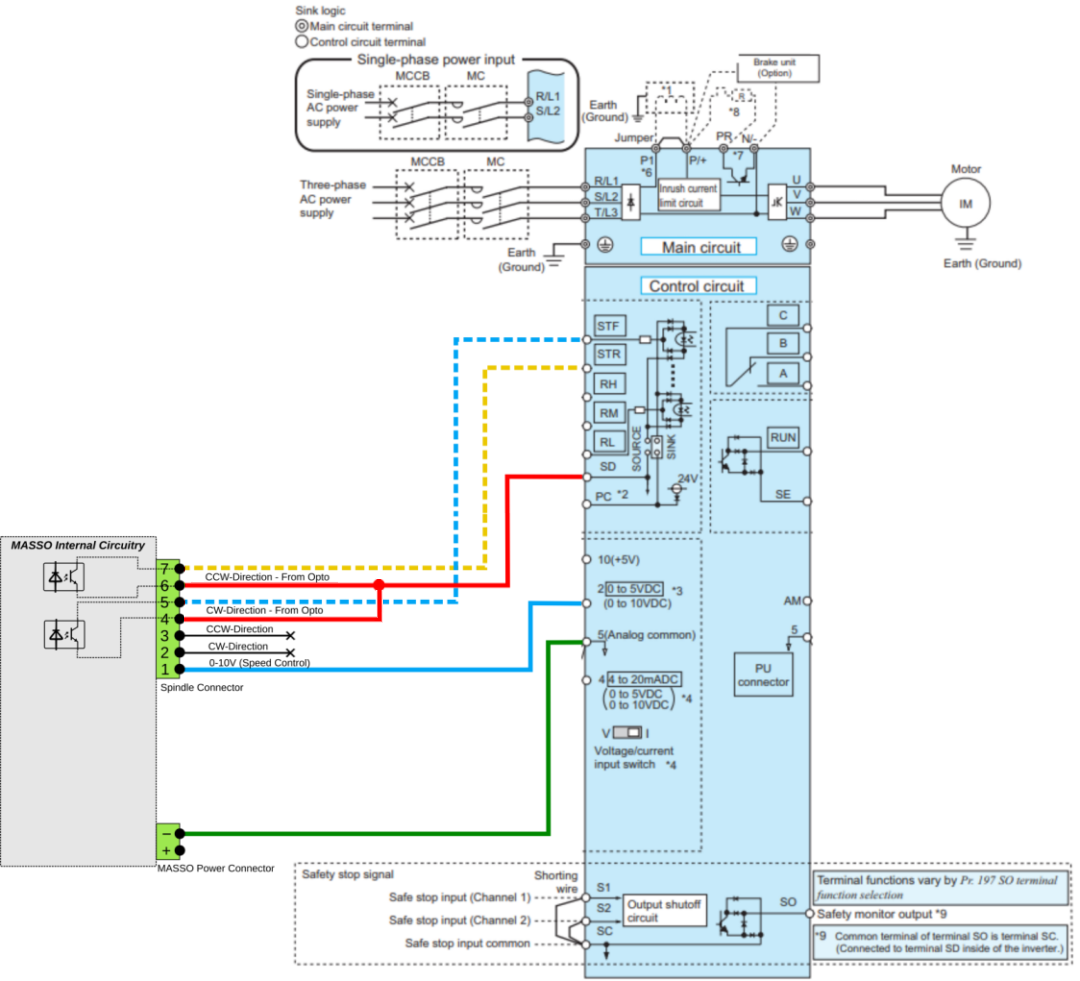
三菱 FR-D720S-100
信息:
由于 VFD 具有不同的控制参数,因此必须首先正确配置 VFD 以接收 0-10V 控制信号。仅对变频器进行接线不足以与控制器配合使用。
以前的
制作一个变频器
施耐德 Altivar 18
下一个


 English
English  Spanish
Spanish  French
French  German
German