INFORMATION: Diese Werkzeugwechslerlogik ist nur auf MASSO G3- Steuerungen mit Softwareversion 5.0 und höher verfügbar.
WARNUNG: Seien Sie beim Festlegen der Werkzeugwechslereinstellungen äußerst vorsichtig, da falsche Einstellungen zu seltsamen Ergebnissen führen und Ihren Werkzeugwechsler beschädigen können. Wenn Sie sich über Ihre Einstellungen nicht sicher sind, kann es hilfreich sein, die Unterdrückung der Bewegungsgeschwindigkeit zu nutzen, um die Maschine während der Konfiguration zu verlangsamen. Stromersatz
INFORMATION: Werkzeugwechsler können außerhalb der Soft-Limits platziert werden, um sie vor unbeabsichtigter Beschädigung zu schützen; Allerdings muss Auto Tool Zero innerhalb weicher Grenzen bleiben.
Einführung
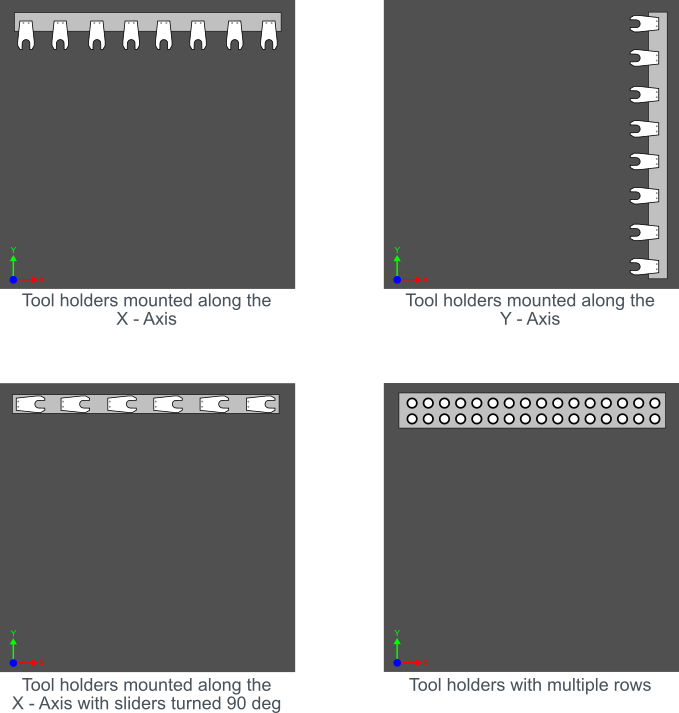
Die Logik des linearen Werkzeugwechslers erleichtert die Konfiguration mehrerer Arten von linearen Werkzeugwechslerkonfigurationen. Jedes Werkzeug kann unabhängig platziert werden, sodass der Benutzer die Möglichkeit hat, Werkzeuge in einer oder mehreren Reihen anzuordnen.
Hier sind einige gängige Beispiele:
Einrichtungsprozess
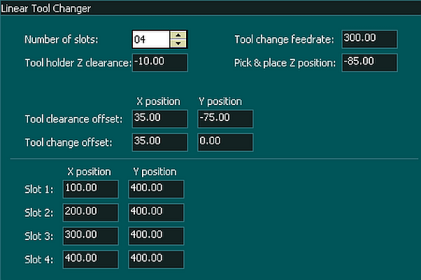
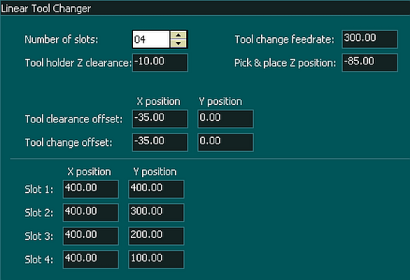
Im nächsten Fenster werden alle Parameter angezeigt, die zur Konfiguration der Werkzeugwechslerlogik erforderlich sind.
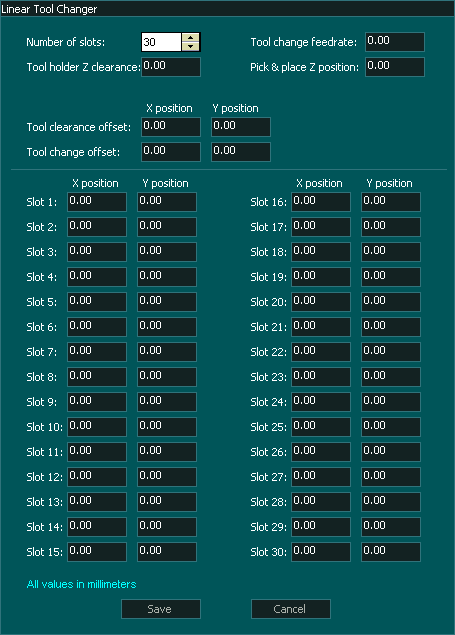
Anzahl der Slots zuweisen
- Der lineare Werkzeugwechsler ermöglicht die Zuordnung von bis zu 30 Werkzeugplätzen. Wenn Sie die Seite „Linearer Werkzeugwechsler“ zum ersten Mal öffnen, werden Ihnen 4 Standorte angezeigt.
- Um die Anzahl der für Ihren Werkzeugwechsler angezeigten Steckplätze zu erhöhen oder zu verringern, verwenden Sie die Aufwärts- und Abwärtspfeile neben dem Feld „Anzahl der Steckplätze:“ , um den Wert zu ändern.
Werkzeugwechselvorschub
- Dieser Parameter definiert die Vorschubgeschwindigkeit, mit der ein Werkzeug in einen Werkzeughalter hinein- und herausgeschoben wird.
- Die Vorschubgeschwindigkeit wird auf die native Maßeinheit (metrisch oder imperial) eingestellt, die Sie in den allgemeinen Einstellungen des F1-Bildschirms festgelegt haben.
- Der Verschiebeweg eines Werkzeugs wird durch den Werkzeugwechseloffset definiert.
- Alle anderen Bewegungen werden mit hoher Geschwindigkeit ausgeführt.
Z-Abstand des Werkzeughalters
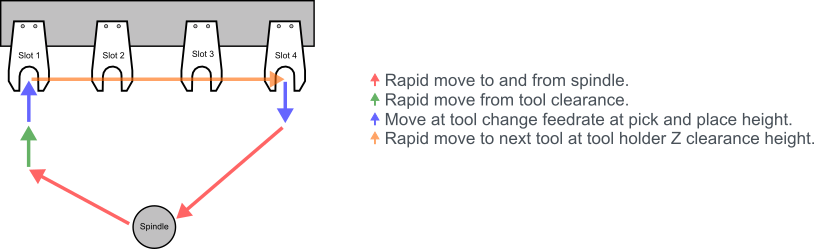
- Diese Einstellung definiert die Position, zu der sich die Z-Achse bewegt, wenn Sie das alte Werkzeug in seinen Schlitz fallen lassen und sich zum neuen Schlitz bewegen, um das neue Werkzeug aufzunehmen.
- Die lichte Höhe Z ist eine Koordinate der Maschine.
- Die Bewegung zwischen den Werkzeugen erfolgt mit hoher Geschwindigkeit.
- Die Fahrt erfolgt auf dem direktesten Weg zum nächsten abzurufenden Werkzeug und kann auf anderen Werkzeugträgern erfolgen.
Z-Position auswählen und platzieren
- Dieser Parameter definiert die Höhe der Z-Achse, wenn ein Werkzeug in einen Werkzeughalter hinein- oder herausgleitet.
- Dieser Parameter definiert die Höhe, auf die die Z-Achse absinkt, wenn ein Werkzeug in einen Pick-and-Place-Werkzeugwechsler aufgenommen oder abgelegt wird.
- Die Höhe der Z-Position wird als Maschinenkoordinate definiert.
- Die Z-Achse bewegt sich mit hoher Geschwindigkeit, wenn sie an einem Werkzeug angehoben oder abgesenkt wird.
Werkzeugspielausgleich
- Dieser Parameter definiert, wohin sich die Spindel bewegt, um den Werkzeugwechselvorgang zu beginnen.
- Die Position wird durch die X- und Y-Koordinaten definiert. Hierbei handelt es sich um relative Koordinatenwerte, die zum Positionskoordinatenwert des Standorts addiert werden.
- Sie können anhand positiver oder negativer Werte bestimmen, an welche Seite des Werkzeughalters Sie sich herantasten.
- Die Werte werden in der nativen Maßeinheit (metrisch oder imperial) eingestellt, die Sie in den allgemeinen Einstellungen des F1-Bildschirms festgelegt haben.
- Nachdem sich die Spindel zur Werkzeugspiel-Kompensationsposition bewegt hat, bewegt sie sich schnell zur Werkzeugwechsel-Kompensationsposition.
- Die Werkzeugspielkompensation wird nur zu Beginn des Werkzeugwechselvorgangs verwendet, bevor das vorherige Werkzeug geliefert wird.
Werkzeugwechselkompensation
- Dieser Parameter definiert die Position, an der der Stift beginnt, in den Werkzeugschlitz hinein oder aus ihm heraus zu gleiten.
- Der dabei für den Schlitten verwendete Vorschub wird durch den Parameter Werkzeugwechselvorschub definiert.
- Beim Wechseln eines Gleitwerkzeugs wird normalerweise nur einer der Positionswerte verwendet und der andere auf 0 belassen. Wenn die X- und Y-Positionen festgelegte Werte haben, tritt das Werkzeug in einem Winkel in den Schlitz ein.
- Bei einem Pick-and-Place-Werkzeugwechsler sollte dieser Parameter auf X0, Y0 eingestellt werden.
- Die Position wird durch die X- und Y-Koordinaten definiert. Hierbei handelt es sich um relative Koordinatenwerte, die zum Positionskoordinatenwert des Standorts addiert werden.
- Sie können anhand positiver oder negativer Werte bestimmen, an welche Seite des Werkzeughalters Sie sich herantasten.
- Die Werte werden in der nativen Maßeinheit (metrisch oder imperial) eingestellt, die Sie in den allgemeinen Einstellungen des F1-Bildschirms festgelegt haben.
Werkzeugposition festlegen
- Die Mitte jedes Schlitzes wird durch das Parameterfeld „Schlitznummer“ definiert: X-, Y-Position.
- Diese Koordinaten dienen zur Definition der Position des Werkzeugs und sind Maschinenkoordinaten.
- Die Werte werden in der nativen Maßeinheit (metrisch oder imperial) eingestellt, die Sie in den allgemeinen Einstellungen des F1-Bildschirms festgelegt haben.
- Da die Position jedes Werkzeughalters durch die X- und Y-Koordinaten definiert wird, können Sie die Werkzeuge an einer beliebigen Stelle auf dem Tisch platzieren.
- Mit einem Pick-and-Place-Werkzeughalter können Sie mehrere Werkzeugreihen definieren.
INFORMATION: Die Werkzeugpositionskoordinaten liegen möglicherweise außerhalb der weichen Grenzen der Maschine.
Koordinatenberechnungen
Berechnen Sie die Koordinatenpositionen wie folgt:
- Koordinate der Werkzeugabstandskompensation _
- Werkzeugwechsel -Kompensationskoordinate X, Y = Schlitzposition X + Werkzeugwechsel-Kompensationsposition
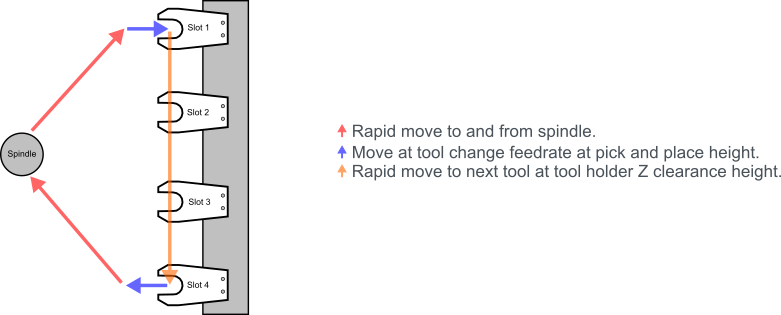
Beispiel 1 
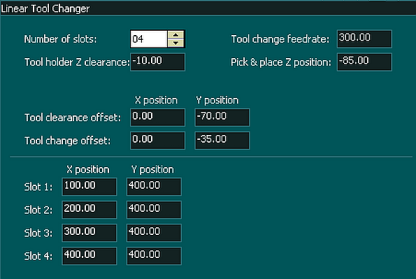
- Im folgenden Beispiel befindet sich Werkzeug 1 in Steckplatz 1 und Werkzeug 2 in Steckplatz 4.
- Aktuelles Werkzeug geladen Werkzeug 1
- G-Code T2 M06
- Spindel-Eilgang zu Maschinenkoordinaten X100 Y330 (Koordinaten für Werkzeugabstandskompensation)
- Eilgang zur Maschinenkoordinate X100 Y365 (Werkzeugwechsel-Offset-Koordinate)
- Fahren Sie mit einem Vorschub von 300 mm/m auf einer Maschinenkoordinate mit einer Z-Höhe von Z-85 bis X100 Y400 (Langkoordinate 1).
- Die Spannzange wird freigegeben und Z steigt auf die Maschinenkoordinate Z-10.
- Schnellfahrt zu X400 Y400 (Koordinate Ort 4)
- Z fällt auf Z-85 und Spannfutterschlösser
- Fahren mit einer Vorschubgeschwindigkeit von 300 mm/m auf einer Z-Höhen-Maschinenkoordinate von Z-85 bis X400 Y365 (Werkzeugwechsel-Kompensationskoordinate)
- Die Z-Achse fährt auf die maximale Höhe und bewegt sich schnell in die Ausgangsposition der Spindel.
- Die Bearbeitung wird fortgesetzt.
Beispiel: 2 
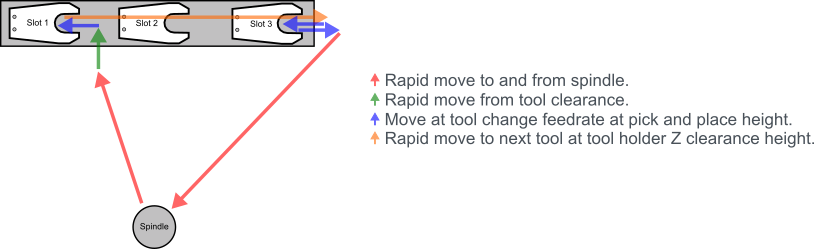
- Im folgenden Beispiel befindet sich Werkzeug 1 in Steckplatz 1 und Werkzeug 2 in Steckplatz 3.
- Aktuelles Werkzeug geladen Werkzeug 1
- G-Code T2 M06
- Spindel-Eilgang zu Maschinenkoordinaten X135 Y325 (Werkzeugabstandskompensationskoordinaten)
- Eilgang zur Maschinenkoordinate X135 Y400 (Werkzeugwechsel-Offset-Koordinate)
- Fahren Sie mit einem Vorschub von 300 mm/m auf einer Maschinenkoordinate mit einer Z-Höhe von Z-85 bis X100 Y400 (Langkoordinate 1).
- Die Spannzange wird freigegeben und Z steigt auf die Maschinenkoordinate Z-10.
- Schnellfahrt auf X300 Y400 (Koordinate Slot 3)
- Z fällt auf Z-85 und Spannfutterschlösser
- Fahren mit einer Vorschubgeschwindigkeit von 300 mm/m auf einer Z-Höhen-Maschinenkoordinate von Z-85 bis X335 Y400 (Werkzeugwechsel-Kompensationskoordinate)
- Die Z-Achse fährt auf die maximale Höhe und bewegt sich schnell in die Ausgangsposition der Spindel.
- Die Bearbeitung wird fortgesetzt.
Beispiel: 3 
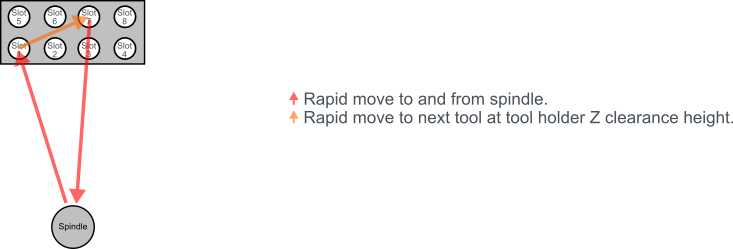
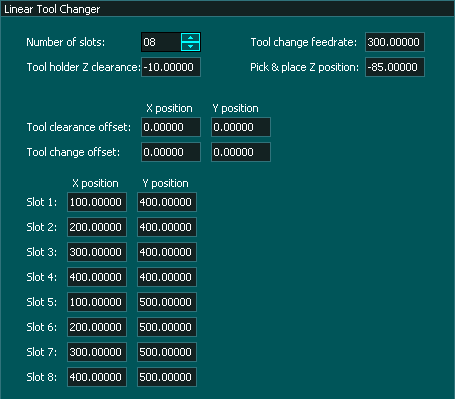
- Im folgenden Beispiel befindet sich Werkzeug 1 in Steckplatz 1 und Werkzeug 2 in Steckplatz 7.
- Aktuelles Werkzeug geladen Werkzeug 1
- G-Code T2 M06
- Spindel-Eilgänge für Bearbeitungskoordinaten X100 Y400 bis zur maximalen Höhe Z (Werkzeugplatz 1)
- Das Werkzeug senkt sich auf Z-85 ab und die Spannzange gibt das Werkzeug frei (Z-Pick-and-Place-Position).
- Die Spannzange des Werkzeughalters wird freigegeben und Z wird auf die Maschinenkoordinate Z-10 (Werkzeughalterabstand Z) angehoben.
- Schnellfahrt auf X300 Y500 (Koordinate Slot 7)
- Z sinkt auf Z-85 und die Spannzange arretiert das Werkzeug in der Spindel
- Die Z-Achse fährt auf die maximale Höhe und bewegt sich schnell in die Ausgangsposition der Spindel.
- Die Bearbeitung wird fortgesetzt.
Beispiel: 4 
- Im folgenden Beispiel befindet sich Werkzeug 1 in Steckplatz 1 und Werkzeug 2 in Steckplatz 4.
- Aktuelles Werkzeug geladen Werkzeug 1
- G-Code T2 M06
- Spindel-Eilgang zur Maschinenkoordinate X365 Y400 (Werkzeugwechselkompensation/Werkzeugfreiraumkoordinate)
- Da sich die Werkzeugspielkompensation und die Werkzeugwechselkompensation an derselben Position befinden, ist die nächste Aktion der Werkzeugwechsel.
- Fahren Sie mit einem Vorschub von 300 mm/m auf einer Maschinenkoordinate mit einer Z-Höhe von Z-85 bis X400 Y400 (Langkoordinate 1).
- Die Spannzange wird freigegeben und Z steigt auf die Maschinenkoordinate Z-10.
- Schnellfahrt zu X400 Y200 (Koordinate Ort 4)
- Z fällt auf Z-85 und Spannfutterschlösser
- Fahren Sie mit einer Vorschubgeschwindigkeit von 300 mm/m auf einer Z-Höhen-Maschinenkoordinate von Z-85 bis X365 Y200 (Werkzeugwechsel-Verfahrkoordinate)
- Die Z-Achse fährt auf die maximale Höhe und bewegt sich schnell in die Ausgangsposition der Spindel.
- Die Bearbeitung wird fortgesetzt.
Probleme lösen
- Wenn Ihr Werkzeugwechsler mit dem Werkzeugwechsel beginnt und stoppt, wenn er während eines Teils des Werkzeugwechsels den Schlitten erreicht, stellen Sie sicher, dass Sie einen Werkzeugwechselvorschub zugewiesen haben, da der Standardwert 0 den Schlitten in Bewegung und nach außen stoppt.


 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese