INFORMATION : Cette logique de changeur d'outils est uniquement disponible sur les contrôleurs MASSO G3 exécutant la version logicielle 5.0 et supérieure.
AVERTISSEMENT : soyez très prudent lorsque vous définissez les paramètres du changeur d'outils, car des réglages incorrects peuvent produire des résultats étranges et endommager votre changeur d'outils. Si vous n'êtes pas sûr de vos paramètres, vous trouverez peut-être utile d'utiliser la suppression de la vitesse de déplacement pour ralentir la machine pendant que vous la configurez. Remplacement de puissance
INFORMATION : Les changeurs d'outils peuvent être placés en dehors des limites souples pour les protéger des dommages accidentels ; cependant, Auto Tool Zero doit rester dans des limites souples.
Introduction
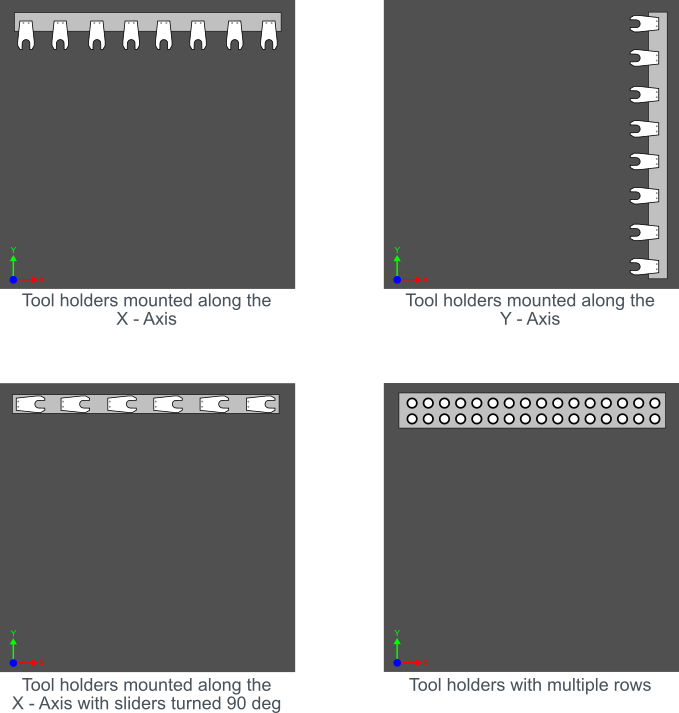
La logique du changeur d'outils linéaire permet de configurer facilement plusieurs types de configurations de changeur d'outils linéaire. Chaque outil peut être placé indépendamment, donnant à l'utilisateur la possibilité d'avoir des outils sur une ou plusieurs rangées.
Voici quelques exemples courants :
Processus de configuration
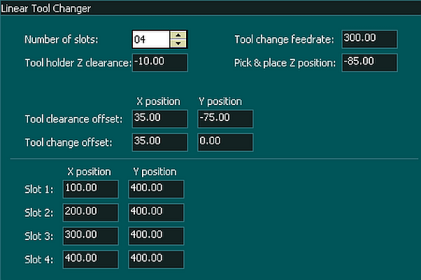
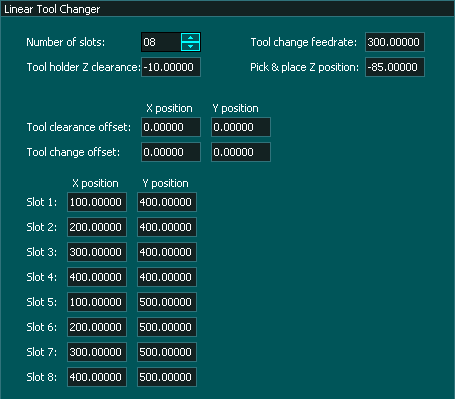
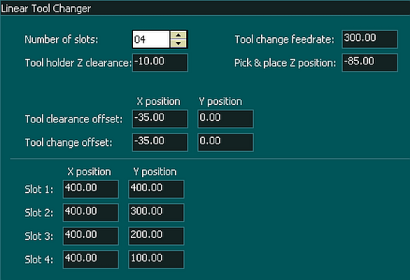
La fenêtre suivante montre tous les paramètres nécessaires pour configurer la logique du changeur d'outils.
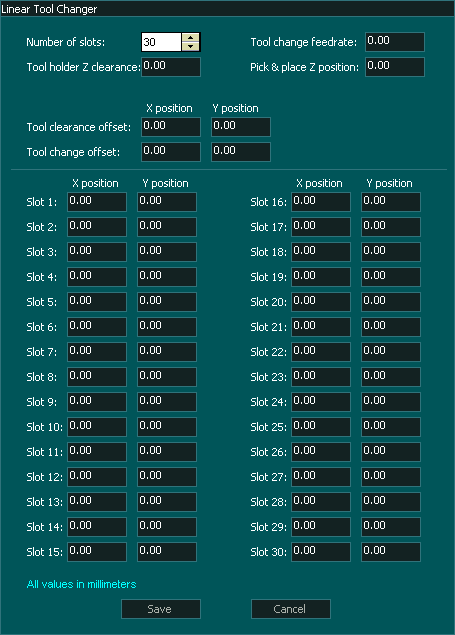
Attribuer le nombre d'emplacements
- Le changeur d'outils linéaire permet d'attribuer jusqu'à 30 emplacements d'outils. Lorsque vous ouvrez pour la première fois la page du changeur d'outils linéaire, vous verrez 4 emplacements affichés.
- Pour augmenter ou diminuer le nombre d'emplacements affichés pour votre changeur d'outils, utilisez les flèches haut et bas à côté de la case Nombre d'emplacements : pour modifier la valeur.
Avance de changement d'outil
- Ce paramètre définit la vitesse d'avance utilisée pour faire glisser un outil dans et hors d'un porte-outil.
- La vitesse d'avance est réglée sur l'unité de mesure native, métrique ou impériale, que vous avez définie dans les paramètres généraux de l'écran F1.
- La distance de glissement d'un outil est définie par le décalage de changement d'outil .
- Tous les autres mouvements sont effectués à des vitesses rapides.
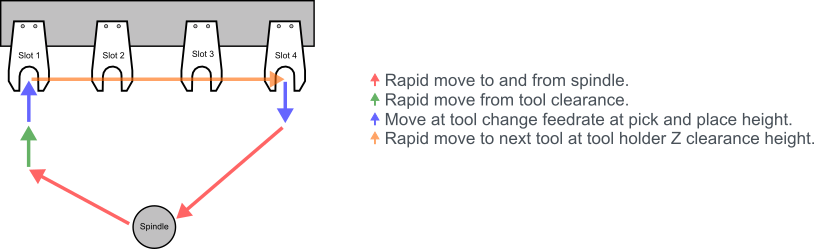
Dégagement Z du porte-outil
- Ce paramètre définit la position vers laquelle l'axe Z se déplacera lorsque vous aurez déposé l'ancien outil dans son emplacement et que vous vous déplacerez vers le nouvel emplacement pour récupérer le nouvel outil.
- La hauteur de dégagement Z est une coordonnée de la machine.
- Le mouvement entre les outils s'effectuera à grande vitesse.
- Le voyage empruntera l'itinéraire le plus direct jusqu'au prochain outil à récupérer et pourra se faire au-dessus d'autres porte-outils.
Sélectionnez et placez la position Z
- Ce paramètre définit la hauteur de l'axe Z lorsqu'un outil glisse dans ou hors d'un porte-outil.
- Ce paramètre définit la hauteur à laquelle descend l'axe Z lors de la prise ou de la dépose d'un outil dans un changeur d'outils pick and place.
- La hauteur de la position Z est définie comme une coordonnée machine.
- L'axe Z se déplace à grande vitesse lorsqu'il est relevé ou abaissé sur un outil.
Compensation du jeu d'outil
- Ce paramètre définit l'endroit où la broche se déplacera pour commencer le processus de changement d'outil.
- La position est définie par les coordonnées X et Y et ce sont des valeurs de coordonnées relatives qui seront ajoutées à la valeur de coordonnée de position de l'emplacement.
- Vous pouvez utiliser des valeurs positives ou négatives pour déterminer de quel côté du porte-outil vous vous approchez.
- Les valeurs sont définies dans l'unité de mesure native, métrique ou impériale, que vous avez définie dans les paramètres généraux de l'écran F1.
- Une fois que la broche s'est déplacée vers la position de compensation du jeu d'outil, elle avance rapidement vers la position de compensation de changement d'outil.
- La compensation du jeu d'outil n'est utilisée qu'au début du processus de changement d'outil, avant la livraison de l'outil précédent.
Compensation de changement d'outil
- Ce paramètre définit la position à laquelle la broche commencera à glisser dans ou hors de la fente de l'outil.
- L'avance utilisée pour le chariot dans le processus est définie par le paramètre d'avance de changement d'outil.
- Lors d'un changement d'outil coulissant, généralement une seule des valeurs de position sera utilisée et l'autre sera laissée à 0. Si les positions X et Y ont des valeurs définies, l'outil entrera dans la fente sous un angle.
- Sur un changeur d'outils Pick and Place, ce paramètre doit être défini sur X0, Y0.
- La position est définie par les coordonnées X et Y et ce sont des valeurs de coordonnées relatives qui seront ajoutées à la valeur de coordonnée de position de l'emplacement.
- Vous pouvez utiliser des valeurs positives ou négatives pour déterminer de quel côté du porte-outil vous vous approchez.
- Les valeurs sont définies dans l'unité de mesure native, métrique ou impériale, que vous avez définie dans les paramètres généraux de l'écran F1.
Définir la position de l'outil
- Le centre de chaque emplacement est défini par la case de paramètre Slot #: X,Y position.
- Ces coordonnées permettent de définir la position de l'outil et sont des coordonnées machine.
- Les valeurs sont définies dans l'unité de mesure native, métrique ou impériale, que vous avez définie dans les paramètres généraux de l'écran F1.
- La position de chaque porte-outil étant définie par les coordonnées X et Y, vous pouvez placer les outils n'importe où sur la table.
- En utilisant un porte-outil Pick and Place, vous pouvez définir plusieurs rangées d'outils.
INFORMATION : Les coordonnées de l'emplacement de l'outil peuvent être situées en dehors des limites souples de la machine.
Calculs de coordonnées
Calculez les positions des coordonnées comme suit :
- Coordonnée de compensation du jeu d'outil
- Coordonnée de compensation de changement d'outil X, Y = Position de la fente X + Position de compensation de changement d'outil
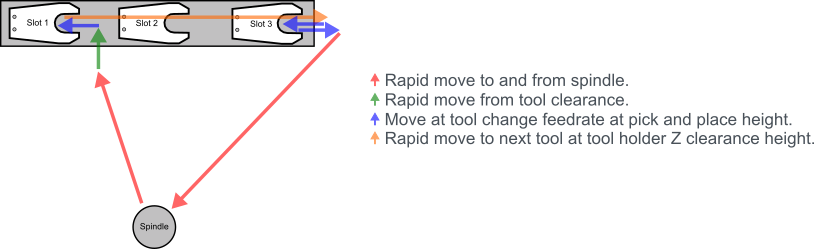
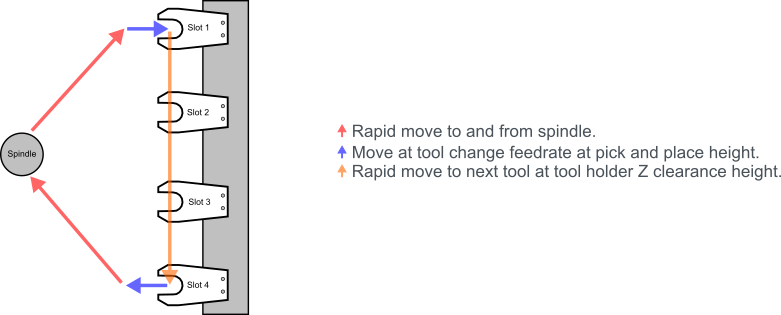
Exemple 1 
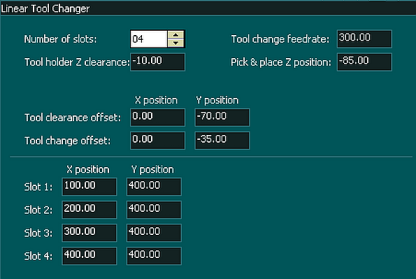
- Dans l'exemple suivant, l'outil 1 se trouve dans l'emplacement 1 et l'outil 2 dans l'emplacement 4.
- Outil actuel chargé Outil 1
- Code G T2 M06
- Rapides de broche aux coordonnées machine X100 Y330 (coordonnées de compensation de jeu d'outil)
- Déplacement rapide vers la coordonnée machine X100 Y365 (coordonnée de décalage de changement d'outil)
- Déplacement à une avance de 300 mm/m sur une coordonnée machine avec une hauteur Z de Z-85 à X100 Y400 (coordonnée de fente 1)
- La pince du mandrin est relâchée et Z monte jusqu'à la coordonnée machine Z-10.
- Déplacement rapide vers X400 Y400 (coordonnée de l'emplacement 4)
- Z tombe sur Z-85 et les verrous de serrage du mandrin
- Déplacement à une vitesse d'avance de 300 mm/m à une coordonnée machine de hauteur Z de Z-85 à X400 Y365 (coordonnée de compensation de changement d'outil)
- L'axe Z monte jusqu'à la hauteur maximale et avance rapidement jusqu'à la position d'origine de la broche.
- L'usinage reprend.
Exemple : 2 
- Dans l'exemple suivant, l'outil 1 se trouve dans l'emplacement 1 et l'outil 2 dans l'emplacement 3.
- Outil actuel chargé Outil 1
- Code G T2 M06
- Rapides de broche aux coordonnées machine X135 Y325 (coordonnées de compensation de jeu d'outil)
- Déplacement rapide vers la coordonnée machine X135 Y400 (coordonnée de décalage de changement d'outil)
- Déplacement à une avance de 300 mm/m sur une coordonnée machine avec une hauteur Z de Z-85 à X100 Y400 (coordonnée de fente 1)
- La pince du mandrin est relâchée et Z monte jusqu'à la coordonnée machine Z-10.
- Déplacement rapide vers X300 Y400 (coordonnée du slot 3)
- Z tombe sur Z-85 et les verrous de serrage du mandrin
- Déplacement à une vitesse d'avance de 300 mm/m à une coordonnée machine de hauteur Z de Z-85 à X335 Y400 (coordonnée de compensation de changement d'outil)
- L'axe Z monte jusqu'à la hauteur maximale et avance rapidement jusqu'à la position d'origine de la broche.
- L'usinage reprend.
Exemple : 3 
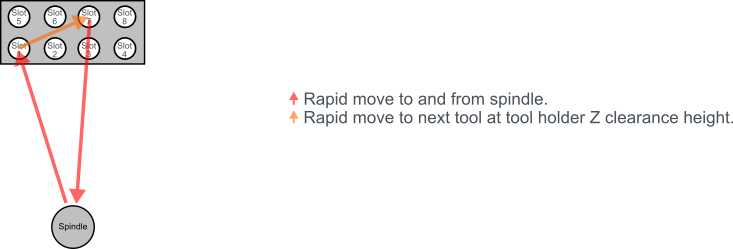
- Dans l'exemple suivant, l'outil 1 se trouve dans l'emplacement 1 et l'outil 2 dans l'emplacement 7.
- Outil actuel chargé Outil 1
- Code G T2 M06
- Rapides de broche pour usiner les coordonnées X100 Y400 jusqu'à la hauteur maximale Z (emplacement d'outil 1)
- L'outil s'abaisse jusqu'à Z-85 et la pince du mandrin libère l'outil (position de prise et de placement Z)
- La pince porte-outil est relâchée et Z est relevé jusqu'à la coordonnée machine Z-10 (jeu du porte-outil Z)
- Déplacement rapide vers X300 Y500 (coordonnée du slot 7)
- Z descend à Z-85 et la pince du mandrin verrouille l'outil dans la broche
- L'axe Z monte jusqu'à la hauteur maximale et avance rapidement jusqu'à la position d'origine de la broche.
- L'usinage reprend.
Exemple : 4 
- Dans l'exemple suivant, l'outil 1 se trouve dans l'emplacement 1 et l'outil 2 dans l'emplacement 4.
- Outil actuel chargé Outil 1
- Code G T2 M06
- Rapides de broche à la coordonnée machine X365 Y400 (compensation de changement d'outil/coordonnée de dégagement d'outil)
- Étant donné que la compensation de jeu d'outil et la compensation de changement d'outil sont dans la même position, l'action suivante est le changement d'outil.
- Déplacement à une avance de 300 mm/m sur une coordonnée machine avec une hauteur Z de Z-85 à X400 Y400 (coordonnée de fente 1)
- La pince du mandrin est relâchée et Z monte jusqu'à la coordonnée machine Z-10.
- Déplacement rapide vers X400 Y200 (coordonnée de l'emplacement 4)
- Z tombe sur Z-85 et les verrous de serrage du mandrin
- Déplacement à une vitesse d'avance de 300 mm/m à une coordonnée machine de hauteur Z de Z-85 à X365 Y200 (coordonnée de déplacement de changement d'outil)
- L'axe Z monte jusqu'à la hauteur maximale et avance rapidement jusqu'à la position d'origine de la broche.
- L'usinage reprend.
Solution de problèmes
- Si votre changeur d'outils démarre le changement d'outil et s'arrête lorsqu'il atteint le coulisseau pendant une partie du changement d'outil, vérifiez que vous avez attribué une avance de changement d'outil car la valeur par défaut de 0 arrêtera le coulisseau en cours et vers l'extérieur.


 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese