信息:此换刀器逻辑仅适用于软件版本5.0及更高版本的MASSO G3控制器。
警告:设置刀库设置时要格外小心,因为不正确的设置可能会产生奇怪的结果并损坏刀库。如果您不确定自己的设置,在配置过程中使用运动速度抑制来减慢机器速度可能会有所帮助。 电力替代
信息:刀库可以放置在软限制之外,以保护它们免受意外损坏;然而,自动工具归零必须保持在软限制内。
介绍
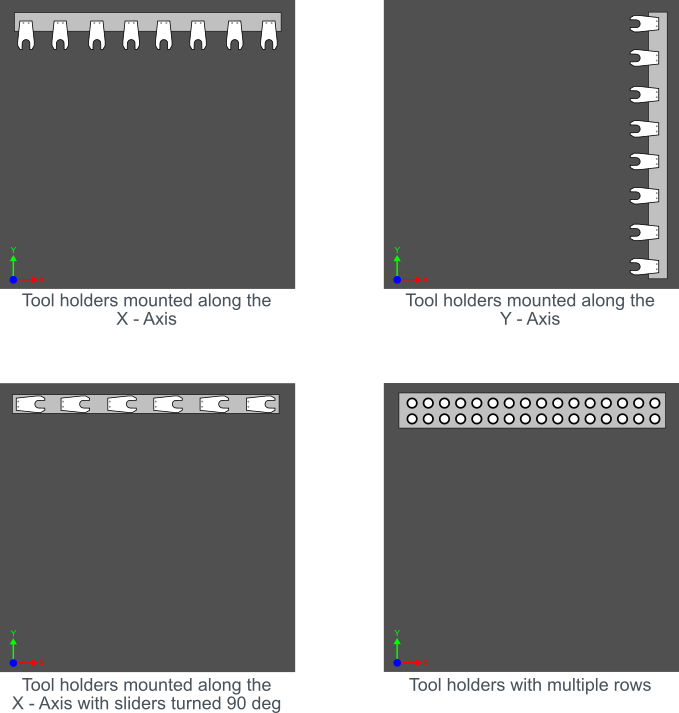
线性刀库逻辑可以轻松配置多种类型的线性刀库配置。每个工具都可以独立放置,用户可以选择将工具排列成一行或多行。
以下是一些常见示例:
设置流程
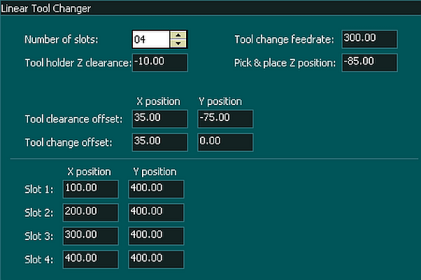
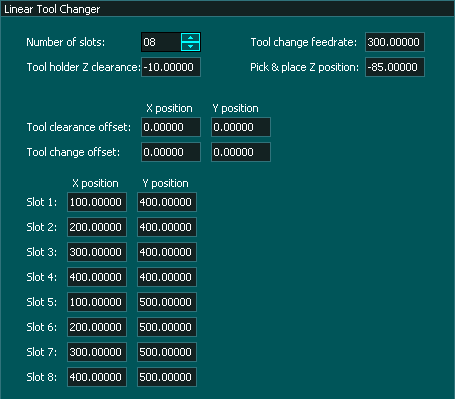
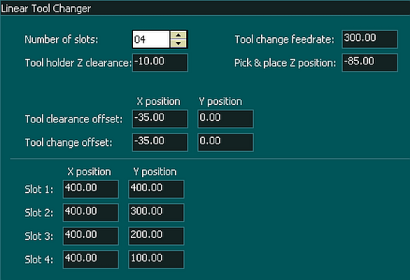
下一个窗口显示配置刀库逻辑所需的所有参数。
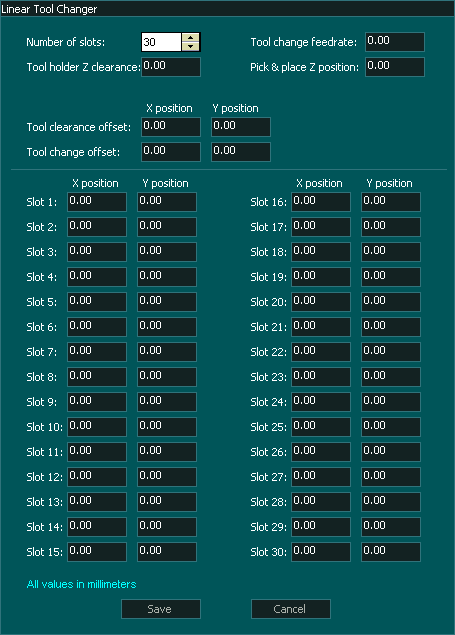
分配插槽数量
- 线性换刀装置最多可分配 30 个刀位。当您第一次打开线性换刀装置页面时,您将看到 4 个位置。
- 要增加或减少工具更换装置显示的槽位数量,请使用槽位数量:字段旁边的向上和向下箭头更改该值。
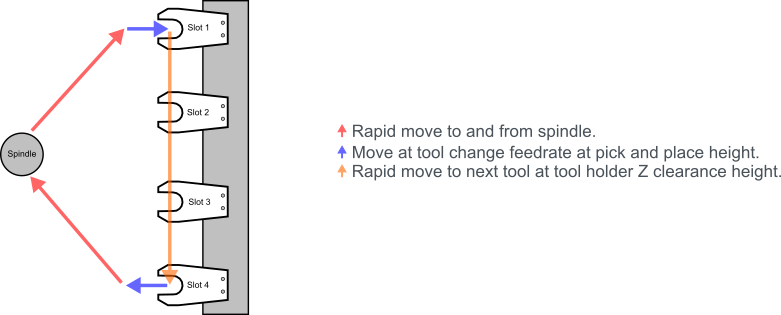
换刀进给
- 该参数定义将刀具推入和推出刀架的进给速率。
- 进给速率设置为您在 F1 屏幕的常规设置中设置的本机测量单位(公制或英制)。
- 刀具的位移路径由换刀偏移定义。
- 所有其他运动均以高速进行。
刀架Z轴距离
- 此设置定义当您将旧工具放入其插槽并移动到新插槽以接受新工具时 Z 轴移动到的位置。
- 净高Z是机器的坐标。
- 工具之间的运动高速发生。
- 旅程发生在通往下一个要检索的工具的最直接路线上,并且可以在其他工具载体上进行。
选择并放置 Z 位置
- 该参数定义刀具滑入或滑出刀架时 Z 轴的高度。
- 此参数定义当工具被拾取或放入拾放工具更换装置时 Z 轴下降的高度。
- Z 位置的高度定义为机器坐标。
- 当在工具上升高或降低时,Z 轴高速移动。
刀具间隙补偿
- 该参数定义主轴移动以开始换刀过程的位置。
- 该位置由 X 和 Y 坐标定义。这些是添加到位置的位置坐标值的相对坐标值。
- 您可以使用正值或负值来确定您正在接近刀架的哪一侧。
- 这些值以您在 F1 屏幕的常规设置中设置的本机测量单位(公制或英制)设置。
- 主轴移动到刀具间隙补偿位置后,快速移动到换刀补偿位置。
- 刀具间隙补偿仅在换刀过程开始时、前一把刀具交付之前使用。
换刀补偿
- 该参数定义销开始滑入或滑出工具槽的位置。
- 用于滑块的进给由换刀进给参数定义。
- 更改滑动工具时,通常仅使用其中一个位置值,另一个保留为 0。如果 X 和 Y 位置具有固定值,则刀具以一定角度进入槽。
- 对于拾放式换刀装置,该参数应设置为X0、Y0。
- 该位置由 X 和 Y 坐标定义。这些是添加到位置的位置坐标值的相对坐标值。
- 您可以使用正值或负值来确定您正在接近刀架的哪一侧。
- 这些值以您在 F1 屏幕的常规设置中设置的本机测量单位(公制或英制)设置。
设置工具位置
- 每个槽的中心由“槽编号”参数字段定义:X、Y 位置。
- 这些坐标用于定义刀具的位置,并且是机器坐标。
- 这些值以您在 F1 屏幕的常规设置中设置的本机测量单位(公制或英制)进行设置。
- 由于每个刀架的位置由 X 和 Y 坐标定义,因此您可以将刀具放置在工作台上的任何位置。
- 使用拾放刀架,您可以定义多个工具行。
信息:刀具位置坐标可能超出机器的软限制。
坐标计算
计算坐标位置如下:
- 刀距补偿坐标_
- 换刀补偿坐标X、Y=槽位X +换刀补偿位置
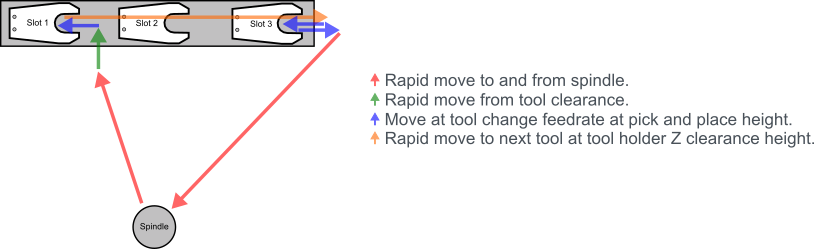
示例1 
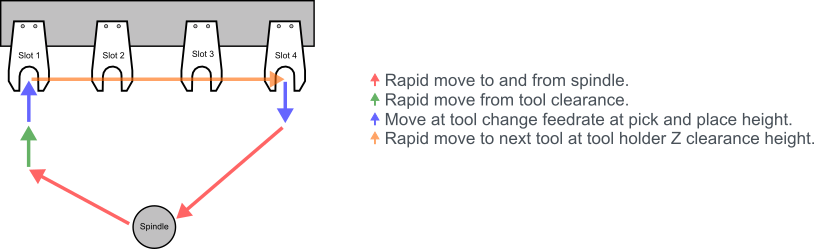
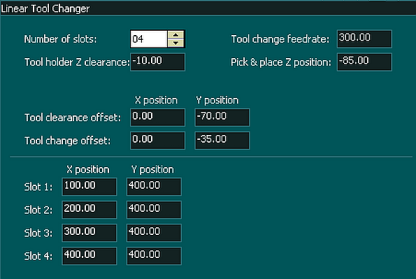
- 在以下示例中,工具 1 位于插槽 1 中,工具 2 位于插槽 4 中。
- 当前已加载工具 工具 1
- G代码T2 M06
- 主轴快速移动至机床坐标X100 Y330(刀距补偿坐标)
- 快速移动到机床坐标X100 Y365(换刀偏置坐标)
- 在 Z 高度为 Z-85 的机械坐标上,以 300 mm/m 的进给速度移动至 X100 Y400(长坐标 1)。
- 夹头被释放,Z 轴增加到机器坐标 Z-10。
- 快速移动到X400 Y400(坐标位置4)
- Z 落在 Z-85 上并卡盘锁定
- 在 Z 高度机床坐标上以 300 mm/m 的进给速度从 Z-85 移动到 X400 Y365(换刀补偿坐标)
- Z轴移动到最大高度并快速移动到主轴原点。
- 处理继续。
示例:2 
- 在以下示例中,工具 1 位于槽位 1 中,工具 2 位于槽位 3 中。
- 当前已加载工具 工具 1
- G代码T2 M06
- 主轴快速移动到机床坐标X135 Y325(刀距补偿坐标)
- 快速移动到机床坐标X135 Y400(换刀偏置坐标)
- 在 Z 高度为 Z-85 的机械坐标上,以 300 mm/m 的进给速度移动至 X100 Y400(长坐标 1)。
- 夹头被释放,Z 轴增加到机器坐标 Z-10。
- X300 Y400 上的快速移动(坐标槽 3)
- Z 落在 Z-85 上并卡盘锁定
- 在 Z 高度机床坐标上以 300 mm/m 的进给速度从 Z-85 移动到 X335 Y400(换刀补偿坐标)
- Z轴移动到最大高度并快速移动到主轴原点。
- 处理继续。
示例:3 
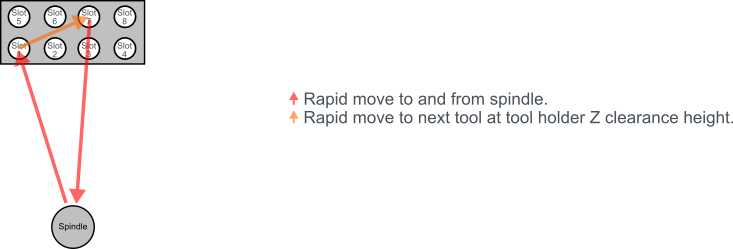
- 在以下示例中,工具 1 位于插槽 1 中,工具 2 位于插槽 7 中。
- 当前已加载工具 工具 1
- G代码T2 M06
- 主轴快速移动,加工坐标 X100 Y400 直至最大高度 Z(刀具位置 1)
- 工具降低至 Z-85,夹头释放工具(Z 拾放位置)。
- 刀架夹头被释放,Z 轴上升至机床坐标 Z-10(刀架距离 Z)。
- X300 Y500 上的快速移动(坐标槽 7)
- Z 下降至 Z-85,夹头将刀具锁定在主轴中
- Z轴移动到最大高度并快速移动到主轴原点。
- 处理继续。
示例:4 
- 在以下示例中,工具 1 位于插槽 1 中,工具 2 位于插槽 4 中。
- 当前已加载工具 工具 1
- G代码T2 M06
- 主轴快速移动到机床坐标X365 Y400(换刀补偿/刀具间隙坐标)
- 由于刀具间隙补偿和换刀补偿处于同一位置,因此接下来的动作是换刀。
- 在 Z 高度为 Z-85 的机械坐标上,以 300 mm/m 的进给速度移动至 X400 Y400(长坐标 1)。
- 夹头被释放,Z 轴增加到机器坐标 Z-10。
- 快速移动到X400 Y200(坐标位置4)
- Z 落在 Z-85 上并卡盘锁定
- 在 Z 高度机床坐标上以 300 mm/m 的进给速度从 Z-85 移动到 X365 Y200(换刀行程坐标)
- Z轴移动到最大高度并快速移动到主轴原点。
- 处理继续。
解决问题
- 如果您的换刀装置在换刀过程中开始换刀并在到达滑块时停止,请确保您已指定换刀进给率,因为默认值 0 会停止滑块移动和向外移动。


 English
English  Spanish
Spanish  French
French  German
German