

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Linearer Werkzeugwechsler (Typ 1)
Es werden zwei Arten von linearen Werkzeugwechslern mit unterschiedlichen Steuerlogikeingängen und -ausgängen unterstützt. Bitte sehen Sie sich die logischen Erläuterungen zu Typ 1 und Typ 2 an und ermitteln Sie, welcher den Anforderungen Ihrer Maschine am besten entspricht.

Wählen Sie einen Werkzeugwechsler aus
Wählen Sie im Fenster „Werkzeugwechsler“ die Option „Linearer Werkzeugwechsler (Typ 1)“ aus und doppelklicken Sie zum Konfigurieren.
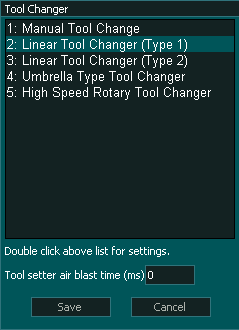
INFORMATION: Der Luftstrahl des Werkzeugpositionierers wird verwendet, um den Werkzeugpositionierer nach dem Werkzeugwechsel und vor der Messung des Werkzeugs von Staub zu reinigen. Es wird während des Werkzeugwechselvorgangs nicht verwendet.
Werkzeugwechslerlogik konfigurieren
Ein- und Ausgänge des Werkzeugwechslers
In diesem Dokument verwendete Syntax für Ein- und Ausgänge des Werkzeugwechslers
„Werkzeugwechsler – Ausgang 1“ bedeutet Werkzeugwechsel – 1 und ist ein Ausgang
„Werkzeugwechsler – Eingang 1“ bedeutet Werkzeugwechsler -1 und ist ein Eingang
Hinweis: Jeder Ein- oder Ausgang des Werkzeugwechslers kann jedem Ein- oder Ausgang in MASSO zugewiesen werden. Die Nummer des Werkzeugwechslers bezieht sich nicht auf einen tatsächlichen Ein- oder Ausgangsanschluss.
INFORMATION: Wenn Ihre Maschine über keinen Sensor für einen oder mehrere der folgenden Eingänge verfügt, weisen Sie dieser Funktion keinen Eingang zu. Die Werkzeugwechsellogik ignoriert dann den Eingang und fährt fort.
TICKETS
- Werkzeugwechsler: Eingang 1 für Spindelzugstangenstatus (niedrig für fest und hoch für locker)
- Werkzeugwechsler - Eingang 2 für Staubschutz Signal UP OK
- Werkzeugwechsler - Eingang 3 für Staubschutz Signal AB OK
- Werkzeugwechsler – Eingang 4 für OK-Signal vom UP- Werkzeugfach
- Werkzeugwechsler – Eingang 5 für Werkzeugablage AB-OK- Signal ( INFO: Wenn nur ein Sensor für den AUF/AB- Status verwendet wird, weisen Sie diese Funktion keinem Eingang zu, diese Logik ist in G3 v5 .01.12 a und höher verfügbar)
ABFLÜGE
- M10/M11-Spannzange zum Festziehen und Lösen der Spindelzugstange (unten zum Festziehen und oben zum Lösen)
- Werkzeugwechsler: Ausgang 1 zum Aufwärtsfahren der Staubschutzhaube
- Werkzeugwechsler: Ausgang 2 zum Bewegen der Staubschutzhülle nach UNTEN
- Werkzeugwechsler: Ausgang 3 , um die Werkzeugablage nach oben zu bewegen
- Werkzeugwechsler – Ausgang 4 zum Bewegen der Werkzeugablage nach UNTEN ( INFO: Wenn nur ein Ventil zum Anheben/Absenken der Ablage verwendet wird, weisen Sie diese Funktion keinem Ausgang zu. Diese Logik ist in G3 v5. 01.12a und höher verfügbar.)
Werkzeugwechslerlogik
Wenn ein Werkzeugwechselbefehl empfangen wird, arbeitet die Werkzeugwechslerlogik in den folgenden Schritten:
- Die Spindel wird ausgeschaltet und das System wartet darauf, dass sie stoppt, basierend auf dem Spindelwert „Verzögerungsverzögerung“ in der Spindelkonfiguration.
- Das System prüft, ob das aktuelle Werkzeug in der Spindel in einem Steckplatz auf dem F4-Tools- Bildschirm konfiguriert ist; andernfalls wird ein Fehler angezeigt.
- Das System prüft, ob das zu ladende Werkzeug in einem Slot auf dem F4-Tools- Bildschirm konfiguriert ist; andernfalls wird ein Fehler angezeigt.
- Die Z-Achse bewegt sich zurück in die ursprüngliche Position.
- „Werkzeugwechsler – Ausgang 1“ geht auf HIGH-Pegel , um die Haube NACH OBEN zu bewegen, dann wartet das System 6 Sekunden auf das Signal „Werkzeugwechsler – Eingang 2“ (HIGH Haube OK) geht auf HIGH-Pegel ; andernfalls erscheint ein Fehler.
- „Werkzeugwechsler – Ausgang 1“ wird LOW.
- „Werkzeugwechsler – Ausgang 3“ geht auf HIGH-Pegel , um die Werkzeugablage nach OBEN zu bewegen, dann wartet das System 6 Sekunden auf das Signal „Werkzeugwechsler – Eingang 4“ ( Werkzeugablage HIGH OK) geht auf HIGH-Pegel ; andernfalls erscheint ein Fehler.
- „Werkzeugwechsler – Ausgang 3“ wird LOW.
- Die X- und Y-Achsen bewegen sich in die Werkzeug-Entladeposition.
- „ Futterspanner M10/M11“ geht auf den HIGH-Pegel , um das Werkzeug freizugeben , dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 1“ (Spindelzugstangenstatus) auf den HIGH-Pegel geht; andernfalls erscheint ein Fehler.
- Die X- und Y-Achsen bewegen sich zur neuen Werkzeugladeposition.
- „ Futterspanner M10/M11“ geht auf NIEDRIG , um das Werkzeug zu klemmen , dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 1“ (Spindelzugstangenstatus) auf NIEDRIG geht; andernfalls tritt ein Fehler auf.
- Der Schaft bewegt sich , um das neue Werkzeug zu verschieben.
- „Werkzeugwechsler – Ausgang 4“ geht auf HOCH , um die Werkzeugablage nach UNTEN zu bewegen, dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 5“ ( Werkzeugablage nach UNTEN OK) auf HOCH geht; andernfalls wird ein Fehler ausgegeben.
- „Werkzeugwechsler – Ausgang 4“ wird LOW.
- „Werkzeugwechsler – Ausgang 2“ geht auf HIGH , um die Staubabdeckung nach unten zu bewegen, dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 3“ (Staubabdeckung nach unten OK) auf HIGH-Pegel geht; andernfalls wird ein Fehler ausgegeben.
- „Werkzeugwechsler – Ausgang 2“ wird LOW.
INFORMATION: Alle Ein- und Ausgangssignale können einfach umgekehrt werden, indem Sie den Ein- oder Ausgang aus der Liste auswählen und die Leertaste auf der Tastatur drücken, um das Signal umzukehren. Diese Einstellungen werden automatisch gespeichert.
INFORMATION: Stellen Sie sicher, dass Sie jedes Werkzeug auf dem Bildschirm F4 – Werkzeuge und Arbeitsvergütung einem Werkzeugplatz zuordnen. Andernfalls erhalten Sie während eines Werkzeugwechselbefehls einen Werkzeugfehleralarm, wenn das Werkzeug nicht in einem Steckplatz platziert ist.
INFORMATION: Werkzeugwechsler können außerhalb der Soft-Limits platziert werden, um sie vor unbeabsichtigter Beschädigung zu schützen; Allerdings muss Auto Tool Zero innerhalb weicher Grenzen bleiben.
Werkzeugnummerierung
ACHTUNG: Bitte beachten Sie, dass sich ab Version 5.0 der MASSO G3-Software die vom Benutzer zuweisbaren Werkzeuge geändert haben und nun Werkzeuge 1 bis 100 sind.
INFORMATION: Abhängig von der Version Ihrer Software ist Ihr erstes vom Benutzer zuweisbares Werkzeug Werkzeug 0 oder Werkzeug 1.