

 Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese Linear Tool Changer (Type 2)
Two types of linear tool changers are supported with some different control logic inputs and outputs. Please see both Type 1 and Type 2 logic explanations and see the one that fits best to your machine requirements.

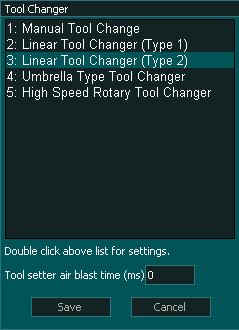
Selecting the tool changer
In the Tool Changer window select Linear Tool Changer (Type 2) and double click for settings.
Setting up the tool changer logic
Tool Changer Inputs and Outputs
Syntax used in this document for Tool Changer inputs and outputs
"Tool Changer - Output 1" means Tool Change - 1 and it is an output
"Tool Changer - Input 1" means Tool Changer -1 and it is an Input
Note: Any tool changer input or output can be assigned to any Input or Output on MASSO. The tool changer number does not refer to an actual input or output port.
INFORMATION: If your machine does not have a sensor for one or more of the inputs below then do not assign an input to that function and the tool change logic will ignore the input and will continue.
INPUTS
- Tool Changer – Input 1 for Spindle drawbar Status (Low for clamped and High for un-clamped)
- Tool Changer – Input 2 for Tool in place Status (Alarm when Low)
- Tool Changer – Input 3 for Dust Hood UP OK signal (High means hood UP)
OUTPUTS
- Chuck Clamp M10/M11 for spindle drawbar clamp and un-clamp (Low to clamp and High to un-clamp)
- Tool Changer – Output 1 to move Dust Hood UP/DOWN (When HIGH the hood will move UP)
- Tool Changer – Output 2 for air return (Will stay high for 6 seconds after tool change)
- Tool Changer – Output 3 for spindle clean air blast
INFORMATION: From MASSO software v3.48, if "Tool Changer - Output 2" is not assigned as an output in the F1-Setup screen then the 6 second delay is automatically ignored by the logic.
Tool Changer logic
When a tool change command is received, the tool changer logic works in the followings steps:
- Spindle is turned OFF and system waits for the spindle to stop as per the spindle "Spin down delay" value in the spindle settings.
- System checks if the current tool in the spindle is setup in a slot is the F4-Tools screen, else gives an error.
- System checks if the tool to load is setup in a slot is the F4-Tools screen, else gives an error.
- Z Axis moves up to the homing position.
- "Tool Changer - Output 1" goes HIGH to move Dust Hood UP, then system waits for 6 seconds for the "Tool Changer - Input 3" (Dust Hood UP OK) signal to go HIGH, else gives an error.
- X & Y Axis moves to tool unload position.
- Z Axis moves down to the tool unload position.
- "Chuck Clamp M10/M11" goes HIGH to unclamp the tool, then system waits for 6 seconds for the "Tool Changer - Input 1" (Spindle draw bar Status) signal to go HIGH, else gives an error.
- Tool Changer - Input 2, (Tool in Place status), to go LOW, else gives "Tool Error" alarm and displays "Tool stuck in spindle detected"
- Tool Changer - Output 3 (spindle clean air blast) goes HIGH
- Z Axis moves up to the tool unload clearance position.
- Tool Changer - Output 3 (spindle clean air blast) goes Low when Z axis reaches clearance position,
- X & Y Axis moves to new tool load position.
- Z Axis moves down to the tool load position.
- Tool Changer - Output 3 (spindle clean air blast) goes HIGH as the Z axis descends.
- Tool Changer - Output 3 (spindle clean air blast) goes Low when Z axis is in position.
- "Chuck Clamp M10/M11" goes LOW to clamp the tool, then system waits for 6 seconds for the "Tool Changer - Input 1" (Spindle draw bar Status) signal to go LOW, else gives an error
- Tool Changer - input 2, (Tool in Place status), to go HIGH, else gives "Tool Error" alarm and displays "Tool in spindle not detected"
- Axis moves to slide out the new tool.
- Z Axis moves up to the homing position.
- "Tool Changer - Output 1" goes LOW to move Dust Hood DOWN, then system waits for 6 seconds for the "Tool Changer - Input 3" (Dust Hood UP OK) signal to go LOW, else gives an error.
- "Tool Changer - Output 2" goes HIGH for 6 seconds (For spindles with air return requirement).
INFORMATION: All input & output signals can be easily inverted by selecting the input or output in the list and pressing the space-bar key on the keyboard to invert the signal. These settings are automatically saved.
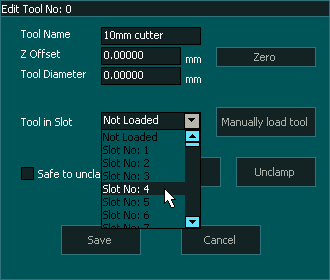
INFORMATION: Make sure to assign each tool into a tool slot in the F4 - Tools & Work offset screen else on a tool change command if the tool is not set in a slot you will get a tool error alarm.
INFORMATION: Tool Changers may be placed outside of soft Limits to protect them from accidental damage however the Auto Tool Zero must remain within soft limits.
Tool Numbering
CAUTION: Please be aware that from MASSO G3 software versions 5.0 and higher, user assignable tools have changed and are now Tool 1 to 100.
INFORMATION: Depending on your software version your first user assignable tool will be either Tool 0 or Tool 1