

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Changeur d'outils linéaire (Type 2)
Deux types de changeurs d'outils linéaires sont pris en charge avec des entrées et sorties logiques de contrôle différentes. Veuillez vous référer aux explications logiques du type 1 et du type 2 et déterminer celle qui convient le mieux aux besoins de votre machine.

Sélectionner un changeur d'outils
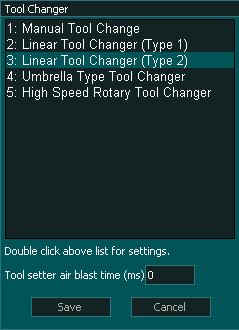
Dans la fenêtre Changeur d'outils, sélectionnez Changeur d'outils linéaire (Type 2) et double-cliquez pour configurer.
Configurer la logique du changeur d'outils
Entrées et sorties du changeur d'outils
Syntaxe utilisée dans ce document pour les entrées et sorties du changeur d'outils
"Changeur d'outil - Sortie 1" signifie Changement d'outil - 1 et est une sortie
"Changeur d'outils - Entrée 1" signifie Changeur d'outils -1 et est une entrée
Remarque : Toute entrée ou sortie du changeur d'outils peut être affectée à n'importe quelle entrée ou sortie dans MASSO. Le numéro du changeur d'outils ne fait pas référence à un port d'entrée ou de sortie réel.
INFORMATION : Si votre machine ne dispose pas de capteur pour une ou plusieurs des entrées suivantes, n'attribuez pas d'entrée à cette fonction et la logique de changement d'outil ignorera l'entrée et continuera.
BILLETS
- Changeur d'outils : entrée 1 pour l'état du timon de broche (bas pour serré et haut pour desserré)
- Changeur d'outils : entrée 2 pour l'état de l'outil en place (alarme en cas de niveau bas)
- Changeur d'outils : entrée 3 pour signal OK capot anti-poussière relevé (haut signifie capot relevé)
DÉPARTS
- Pince de mandrin M10/M11 pour serrer et desserrer la barre de traction de la broche (Bas pour serrer et Haut pour desserrer)
- Changeur d'outils : Sortie 1 pour déplacer le capot anti-poussière HAUT/BAS (lorsqu'il est ÉLEVÉ, le capot se déplace vers le HAUT)
- Changeur d'outil : Sortie 2 pour le retour d'air (restera haute pendant 6 secondes après le changement d'outil)
- Changeur d'outils : 3 sorties pour un jet d'air propre sur la broche
INFORMATION : Depuis le logiciel MASSO v3.48, si « Tool Changer - Output 2 » n'est pas affecté comme sortie dans l'écran de configuration F1 , la logique ignore automatiquement le délai de 6 secondes.
Logique du changeur d'outils
Lorsqu'une commande de changement d'outil est reçue, la logique du changeur d'outil fonctionne selon les étapes suivantes :
- La broche est éteinte et le système attend qu'elle s'arrête en fonction de la valeur du « Délai de décélération » de la broche dans la configuration de la broche.
- Le système vérifie si l' outil actuel dans la broche est configuré dans un emplacement sur l'écran F4-Tools ; sinon, il affiche une erreur.
- Le système vérifie si l' outil à charger est configuré dans un emplacement sur l'écran F4-Tools ; sinon, il affiche une erreur.
- L'axe Z remonte jusqu'à la position d'origine.
- "Changeur d'outils - Sortie 1" passe au niveau HAUT pour déplacer le capot anti-poussière HAUT, puis le système attend 6 secondes que le signal "Changeur d'outils - Entrée 3" (Capot anti-poussière HAUT OK) passe au niveau HAUT ; sinon une erreur apparaît.
- Les axes X et Y se déplacent vers la position de déchargement de l'outil.
- L'axe Z descend jusqu'à la position de déchargement de l'outil.
- « M10/M11 Chuck Clamp » passe au niveau HAUT pour libérer l'outil , puis le système attend 6 secondes que le signal « Changeur d'outil – Entrée 1 » (état de la barre de traction de la broche) passe au niveau HAUT ; sinon une erreur apparaît.
- Changeur d'outils : entrée 2 (état outil en place), pour passer au BAS ; Sinon, l'alarme « Erreur d'outil » apparaît et affiche « Outil coincé dans la broche détecté ».
- Changeur d'outils : la sortie 3 (jet d'air propre de la broche) passe à HAUT
- L'axe Z se déplace jusqu'à la position de dégagement de décharge de l'outil.
- Changeur d'outils : la sortie 3 (jet d'air propre de la broche) devient faible lorsque l'axe Z atteint la position de dégagement.
- Les axes X et Y se déplacent vers la nouvelle position de chargement de l'outil.
- L'axe Z descend jusqu'à la position de chargement de l'outil.
- Changeur d'outils : la sortie 3 (jet d'air de broche propre) passe au niveau ÉLEVÉ à mesure que l'axe Z descend.
- Changeur d'outils : la sortie 3 (jet d'air propre de la broche) devient faible lorsque l'axe Z est en position.
- La « Pince du mandrin M10/M11 » passe au BAS pour serrer l'outil , puis le système attend 6 secondes que le signal « Changeur d'outil – Entrée 1 » (état de la barre de traction de la broche) passe au BAS ; sinon une erreur est générée.
- Changeur d'outils : entrée 2 (état outil en place), pour passer HAUT ; Sinon, l'alarme « Erreur d'outil » apparaît et affiche « Outil dans la broche non détecté ».
- L'arbre se déplace pour faire glisser le nouvel outil.
- L'axe Z monte jusqu'à la position d'origine.
- "Changeur d'outils - Sortie 1" passe au BAS pour déplacer le capot anti-poussière vers le BAS, puis le système attend 6 secondes que le signal "Changeur d'outils - Entrée 3" (Capot anti-poussière HAUT OK) passe au BAS ; sinon cela donne une erreur.
- "Changeur d'outils - Sortie 2" passe à HAUT pendant 6 secondes (pour les broches avec exigence de retour d'air).
INFORMATION : Tous les signaux d'entrée et de sortie peuvent être facilement inversés en sélectionnant l'entrée ou la sortie dans la liste et en appuyant sur la touche de la barre d'espace du clavier pour inverser le signal. Ces paramètres sont enregistrés automatiquement.
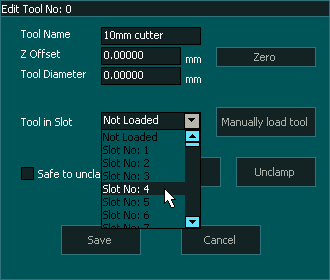
INFORMATION : Assurez-vous d'attribuer chaque outil à un emplacement d'outil sur l'écran F4 - Outils et compensation du travail ; Sinon, lors d'une commande de changement d'outil, si l'outil n'est pas placé dans un emplacement, vous recevrez une alarme d'erreur d'outil.
INFORMATION : Les changeurs d'outils peuvent être placés en dehors des limites souples pour les protéger des dommages accidentels ; cependant, Auto Tool Zero doit rester dans des limites souples.
Numérotation des outils
ATTENTION : Veuillez noter qu'à partir des versions 5.0 et supérieures du logiciel MASSO G3, les outils attribuables par l'utilisateur ont changé et sont désormais les outils 1 à 100.
INFORMATION : Selon la version de votre logiciel, votre premier outil attribuable par l'utilisateur sera l'outil 0 ou l'outil 1.