

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Regenschirm-Werkzeugwechsler
WARNUNG: Die folgenden Anweisungen gelten für MASSO G3-Controller mit Softwareversion 5.0 und höher. Für jede andere Version der Software können die folgenden Anweisungen NICHT verwendet werden ; Bitte wenden Sie sich an den technischen Support, wenn Sie über eine andere Version der Software mit allgemeinem Werkzeugwechsler verfügen.

Wählen Sie einen Werkzeugwechsler aus
Wählen Sie im Fenster „Werkzeugwechsler“ den Werkzeugwechsler aus und doppelklicken Sie, um die Einstellungen anzuzeigen.
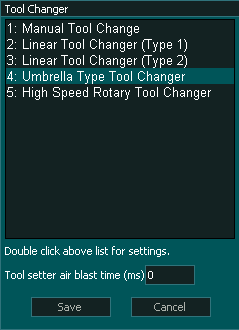
INFORMATION: Der Luftstrahl des Werkzeugpositionierers wird verwendet, um den Werkzeugpositionierer nach dem Werkzeugwechsel und vor der Messung des Werkzeugs von Staub zu reinigen. Es wird während des Werkzeugwechselvorgangs nicht verwendet.
Konfigurieren Sie den Werkzeugwechsler passend zu Ihrer Maschine
Je nach Ausführung des Werkzeugwechslers gibt es verschiedene Arten von Schirm-Werkzeugwechslerkonfigurationen. In den meisten Fällen bewegt ein externer Arm die Werkzeuge in die richtige Position zum Laden und Entladen von Werkzeugen, aber in einigen Konstruktionen wird die Maschinenspindel verwendet, um die Spindel über der Werkzeugwechselposition zu positionieren.
Die allgemeine Werkzeugwechslerlogik von MASSO bietet Optionen zur einfachen Konfiguration der Werkzeugwechslerlogik entsprechend Ihren Maschinenanforderungen.
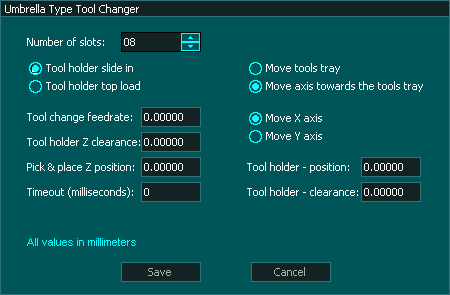
Parameter 1 – Werkzeughalter mit verschiebbarem oder von oben zu ladendem Werkzeug
Konfiguration 2: Werkzeughalter, der sich unter der Spindel bewegt oder die Spindel bewegt sich mithilfe der Spindel
Option „Achse verschieben“.
Timeout (Millisekunden)
Ein- und Ausgänge des Werkzeugwechslers
In diesem Dokument verwendete Syntax für Ein- und Ausgänge des Werkzeugwechslers
„Werkzeugwechsler – Ausgang 1“ bedeutet Werkzeugwechsel – 1 und ist ein Ausgang
„Werkzeugwechsler – Eingang 1“ bedeutet Werkzeugwechsler -1 und ist ein Eingang
Hinweis: Jeder Ein- oder Ausgang des Werkzeugwechslers kann jedem Ein- oder Ausgang in MASSO zugewiesen werden. Die Nummer des Werkzeugwechslers bezieht sich nicht auf einen tatsächlichen Ein- oder Ausgangsanschluss.
ACHTUNG: Die folgenden Eingangs- und Ausgangspins gelten für MASSO G3-Controller mit Softwareversion 4.02 und höher. Für jede andere Version der Software können die folgenden Anweisungen NICHT verwendet werden ; Bitte wenden Sie sich an den technischen Support, wenn Sie über eine andere Version der Software mit allgemeinem Werkzeugwechsler verfügen.
INFORMATION: Wenn Ihre Maschine über keinen Sensor für einen oder mehrere der folgenden Eingänge verfügt, weisen Sie dieser Funktion keinen Eingang zu. Die Werkzeugwechsellogik ignoriert dann den Eingang und fährt fort.
TICKETS
- Werkzeugwechsler: Eingang 1 für Referenzsensor (der verwendet wird, um die Position von Steckplatz 1 zu finden, wenn die Maschine ausgerichtet ist)
- Werkzeugwechsler: Eingang 2 für Impulszählersensor (dieses Impulssignal wird benötigt, wenn jedes Werkzeug den Sensor passiert)
- Werkzeugwechsler: Eingang 3 für OK-Signal Staubschutzhaube angehoben (oben bedeutet Haube angehoben)
- Werkzeugwechsler: Eingang 4 für korrekten Werkzeugrückzug (Signal vom Sensor oder Schalter, das dem System mitteilt, dass die Werkzeuge von der Spindel zurückgezogen sind)
- Werkzeugwechsler: Eingang 5 für Werkzeuge in korrekter Position (Signal eines Sensors oder Schalters, der dem System mitteilt, dass die Werkzeuge vollständig ausgefahren und in Ladeposition sind)
- Werkzeugwechsler: Eingang 6 für Spindel in INDEX-Position (VFD-Signal teilt dem System mit, dass die Spindel indexiert und in der Position verriegelt ist)
- Werkzeugwechsler: Zugstange verriegelt, Eingang 7 (Signal von einem Sensor oder Schalter, das dem System mitteilt, dass sich die Zugstange in der verriegelten Position befindet)
- Werkzeugwechsler: Eingang 8 für Deichsel entriegelt (Signal von einem Sensor oder Schalter, das dem System mitteilt, dass sich die Deichsel in der entriegelten Position befindet)
ABFLÜGE
- M10/M11-Spannzange zum Festziehen und Lösen der Spindelzugstange (unten zum Festziehen und oben zum Lösen)
- Werkzeugwechsler: Ausgang 1 zum Bewegen der Staubabdeckung nach oben/unten (bei HIGH bewegt sich die Abdeckung nach oben)
- Werkzeugwechsler: Ausgang 2 zum Drehen der Werkzeugablage
- Werkzeugwechsler: Ausgang 3 , wenn LOW die Werkzeuge zurückzieht (von der Spindel weg) und wenn HIGH die Werkzeuge in Position bewegt (für Werkzeugwechsel).
- Werkzeugwechsler: Ausgang 4 signalisiert bei HIGH dem VFD , die Spindel mit einer sehr niedrigen Drehzahl zu BEWEGEN.
- Werkzeugwechsler: Ausgang 5 signalisiert bei HIGH dem VFD, automatisch anzuhalten und in der INDEX-Position zu verriegeln.
- Werkzeugwechsler: Auslass 6 für Reinluftstrahl an der Spindel
Werkzeugwechslerlogik
Bei Rückgabe der Maschine:
- Sobald alle Maschinenachsen entsprechend der Referenzsequenz zentriert sind, referenziert die Werkzeugwechslerlogik den Werkzeugwechsler.
- Die Werkzeuge werden zurückgezogen und das System wartet entsprechend der in den allgemeinen Werkzeugwechslereinstellungen festgelegten Zeitüberschreitung.
- Nach dem Zurückziehen drehen sich die Werkzeuge, bis der Referenzsensor an den Werkzeugen aktiviert wird.
- Anschließend dreht das System das Werkzeug automatisch in die zuletzt geladene Position (leerer Werkzeugplatz).
- WICHTIG: Die Ausgangsposition des Werkzeugwechslers muss als Steckplatz „1“ markiert sein.
Wenn ein Werkzeugwechselbefehl empfangen wird, arbeitet die Werkzeugwechslerlogik in den folgenden Schritten:
- Die Spindel wird ausgeschaltet und das System wartet darauf, dass sie stoppt, basierend auf dem Spindelwert „Verzögerungsverzögerung“ in der Spindelkonfiguration.
- Das System prüft, ob das aktuelle Werkzeug in der Spindel in einem Steckplatz auf dem F4-Tools- Bildschirm konfiguriert ist; andernfalls wird ein Fehler angezeigt.
- Das System prüft, ob das zu ladende Werkzeug in einem Steckplatz auf dem Bildschirm F4-Werkzeuge konfiguriert ist, andernfalls wird eine Fehlermeldung ausgegeben.
- Die Z-Achse bewegt sich zur Werkzeugauswahl und -platzierung nach OBEN zur Z-Position.
- Wenn eine Spindelindizierung erforderlich ist und „ Werkzeugwechsler – Eingang 6 (Spindel in INDEX-Position)“ einem der MASSO-Eingänge zugewiesen ist, dann:
- Werkzeugwechsler: Ausgang 4 geht auf HIGH , sodass der VFD beginnt, die Spindel mit einer sehr niedrigen Drehzahl zu BEWEGEN.
- Werkzeugwechsler: Ausgang 5 geht auf HIGH , um den VFD automatisch zu stoppen und in der INDEX-Position zu verriegeln.
- Das System wartet darauf, dass „Werkzeugwechsler – Eingang 6 (Spindel in INDEX-Position)“ auf HIGH geht.
- „Werkzeugwechsler – Ausgang 3“ geht auf HIGH , um Werkzeuge in Position zu bringen und das aktuelle Werkzeug zu entladen. Das System wartet, bis die im Parameter Timeout definierte Zeit aktiviert wird, damit das Signal „Werkzeugwechsler – Eingang 5“ (Werkzeuge in Position) auf HIGH geht . Andernfalls wird ein Fehler generiert.
- Die „ M10/M11-Spannzange“ geht auf die HOCH-Stufe , um das Werkzeug freizugeben .
- Wenn die Pin-Signale „ Schublade verriegelt und entriegelt“ einem der MASSO-Eingänge zugewiesen sind, dann:
- Das System wartet darauf, dass „Werkzeugwechsler – Eingang 7 (Zugstange verriegelt)“ auf LOW geht.
- Und warten Sie, bis der „Werkzeugwechsler – Eingang 8 (Zugstange entriegelt)“ auf HIGH geht.
- Die Z-Achse fährt auf die Z-Freiraumposition des Werkzeughalters .
- „Werkzeugwechsler – Ausgang 2“ geht auf HIGH , um die Werkzeuge zu drehen und zählt „Werkzeugwechsler – Eingang 2“ -Impulse.
- Sobald das gewünschte Werkzeug in Position ist, fährt der „Werkzeugwechsler – Ausgang 2“ nach unten , um die Drehung der Werkzeugablage zu stoppen.
- Die Z-Achse bewegt sich zur Werkzeugauswahl und -platzierung nach UNTEN in die Z-Position.
- Werkzeugwechsler: Ausgang 6 (Spindel-Reinluftstrahl) geht auf HIGH , wenn die Z-Achse nach unten fährt.
- Werkzeugwechsler: Ausgang 6 (Spindel-Reinluftstrahl) wird schwach , wenn die Z-Achse in Position ist.
- „ Futterspanner M10/M11“ geht auf NIEDRIG , um das Werkzeug zu halten.
- Wenn die Pin-Signale „ Schublade verriegelt und entriegelt“ einem der MASSO-Eingänge zugewiesen sind, dann:
- Das System wartet darauf, dass „Gerätewechsler – Eingang 7 (Deichsel gesperrt)“ auf HIGH geht.
- Und warten Sie, bis der „Werkzeugwechsler – Eintrag 8 (Zugstange entriegelt)“ herunterfährt .
- „Werkzeugwechsler – Ausgang 3“ geht auf LOW , um Werkzeuge von der Spindel zu entfernen . Das System wartet, bis die im Parameter Timeout eingestellte Zeit aktiviert wird, damit das Signal „Werkzeugwechsler – Eingang 4“ (Werkzeuge in Position) auf den HIGH-Pegel geht; Andernfalls wird ein Fehler generiert.
INFORMATION: Alle Ein- und Ausgangssignale können einfach umgekehrt werden, indem Sie den Ein- oder Ausgang aus der Liste auswählen und die Leertaste auf der Tastatur drücken, um das Signal umzukehren. Diese Einstellungen werden automatisch gespeichert.
INFORMATION: Stellen Sie sicher, dass Sie jedes Werkzeug auf dem Bildschirm F4 – Werkzeuge und Arbeitsvergütung einem Werkzeugplatz zuordnen. Andernfalls erhalten Sie während eines Werkzeugwechselbefehls einen Werkzeugfehleralarm, wenn das Werkzeug nicht in einem Steckplatz platziert ist.
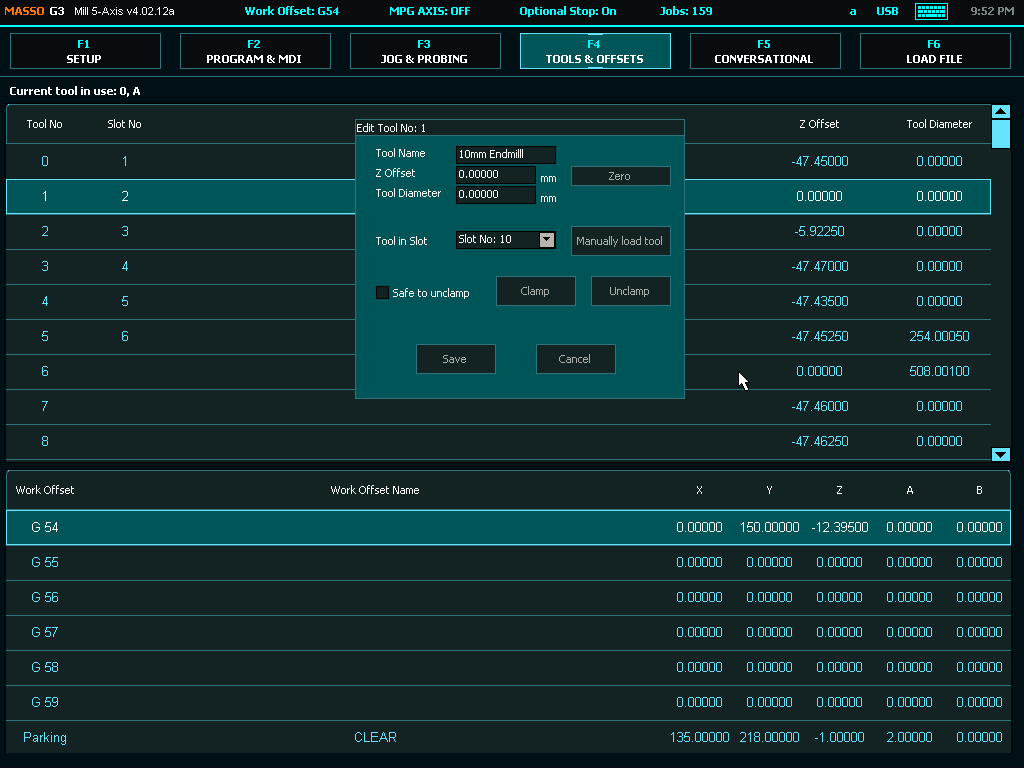
Werkzeugnummerierung
ACHTUNG: Bitte beachten Sie, dass sich ab Version 5.0 der MASSO G3-Software die vom Benutzer zuweisbaren Werkzeuge geändert haben und nun Werkzeuge 1 bis 100 sind.
INFORMATION: Abhängig von der Version Ihrer Software ist Ihr erstes vom Benutzer zuweisbares Werkzeug Werkzeug 0 oder Werkzeug 1.
INFORMATION: Werkzeugwechsler können außerhalb der Soft-Limits platziert werden, um sie vor unbeabsichtigter Beschädigung zu schützen; Allerdings muss Auto Tool Zero innerhalb weicher Grenzen bleiben.