

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese Cambiador de herramientas paraguas
ADVERTENCIA: Las siguientes instrucciones son para controladores MASSO G3 que ejecutan el software v5.0 y superior. Para cualquier otra versión de software, NO SE PUEDEN utilizar las siguientes instrucciones; comuníquese con el soporte técnico si tiene otra versión de software con cambiador de herramientas general.

Seleccionar el cambiador de herramientas
En la ventana del Cambiador de herramientas, seleccione el cambiador de herramientas y haga doble clic para ver la configuración.
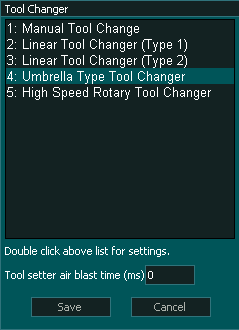
INFORMACIÓN: El chorro de aire del posicionador de herramientas se utiliza para limpiar el polvo del posicionador de herramientas después de cambiar la herramienta y antes de medirla. No se utiliza durante el proceso de cambio de herramienta.
Configurar el cambiador de herramientas según su máquina
Existen diferentes tipos de configuraciones de cambiadores de herramientas tipo paraguas según el diseño del cambiador de herramientas. En la mayoría de los casos, un brazo externo mueve las herramientas a su posición para cargar y descargar herramientas, pero en algunos diseños, el eje de la máquina se utiliza para colocar el husillo por encima de la posición de cambio de herramienta.
La lógica general del cambiador de herramientas de MASSO proporciona opciones para configurar fácilmente la lógica del cambiador de herramientas según los requisitos de su máquina.
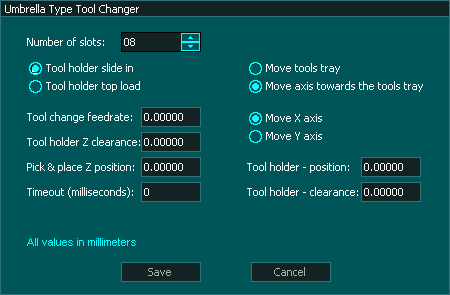
Ajustes 1 - Portaherramientas tipo deslizante o de carga superior
Configuración 2: portaherramientas que se mueve debajo del husillo o que el husillo se mueve usando el eje
Opción "Mover eje"
Tiempo de espera (milisegundos)
Entradas y salidas del cambiador de herramientas
Sintaxis utilizada en este documento para las entradas y salidas del cambiador de herramientas
"Cambiador de herramientas - Salida 1" significa Cambio de herramienta - 1 y es una salida
"Cambiador de herramientas - Entrada 1" significa Cambiador de herramientas -1 y es una entrada
Nota: Cualquier entrada o salida del cambiador de herramientas se puede asignar a cualquier entrada o salida en MASSO. El número del cambiador de herramientas no se refiere a un puerto de entrada o salida real.
ADVERTENCIA: Los siguientes pines de entrada y salida son para controladores MASSO G3 que ejecutan el software v4.02 y superior. Para cualquier otra versión de software, NO SE PUEDEN utilizar las siguientes instrucciones; comuníquese con el soporte técnico si tiene otra versión de software con cambiador de herramientas general.
INFORMACIÓN: Si su máquina no tiene un sensor para una o más de las entradas siguientes, no asigne una entrada a esa función y la lógica de cambio de herramienta ignorará la entrada y continuará.
ENTRADAS
- Cambiador de herramientas: entrada 1 para el sensor de referencia (que se utilizará para encontrar la posición de la ranura 1 cuando la máquina esté orientada)
- Cambiador de herramientas: entrada 2 para sensor de contador de pulsos (esta señal de pulso es necesaria cuando cada herramienta pasa por el sensor)
- Cambiador de herramientas: entrada 3 para señal OK de capó antipolvo arriba (alto significa capó arriba)
- Cambiador de herramientas: entrada 4 para retracción de herramientas correcta (señal del sensor o interruptor que indica al sistema que las herramientas se retraen del husillo)
- Cambiador de herramientas: entrada 5 para herramientas en posición correcta (señal de un sensor o interruptor que le indica al sistema que las herramientas están completamente extendidas y en la posición de carga)
- Cambiador de herramientas: entrada 6 para el husillo en la posición ÍNDICE (señal del VFD que le indica al sistema que el husillo está indexado y bloqueado en su posición)
- Cambiador de herramientas: entrada 7 para barra de tiro bloqueada (señal del sensor o interruptor que le indica al sistema que la barra de tiro está en la posición bloqueada)
- Cambiador de herramientas: entrada 8 para barra de tiro desbloqueada (señal del sensor o interruptor que le indica al sistema que la barra de tiro está en posición desbloqueada)
SALIDAS
- Abrazadera de mandril M10/M11 para sujetar y soltar la barra de tiro del husillo (Baja para sujetar y Alta para soltar)
- Cambiador de herramientas: salida 1 para mover la campana antipolvo ARRIBA/ABAJO (cuando esté en ALTO, la campana se moverá hacia ARRIBA)
- Cambiador de herramientas: salida 2 para girar la bandeja de herramientas
- Cambiador de herramientas: Salida 3 cuando BAJO retraerá las herramientas (lejos del husillo) y cuando ALTO traerá las herramientas a su posición (para cambio de herramientas)
- Cambiador de herramientas: la salida 4 cuando esté ALTA dará una señal al VFD para comenzar a MOVIR el husillo a RPM muy bajas.
- Cambiador de herramientas: la salida 5 cuando esté ALTA dará una señal al VFD para que se detenga automáticamente y se bloquee en la posición ÍNDICE.
- Cambiador de herramientas: salida 6 para chorro de aire limpio del husillo
Lógica del cambiador de herramientas
Durante el retorno de la máquina:
- Después de que todos los ejes de la máquina se hayan centrado según la secuencia de referencia, la lógica del cambiador de herramientas pondrá en referencia el cambiador de herramientas.
- Las herramientas se retraerán y el sistema esperará según el período de tiempo de espera establecido en la Configuración del cambiador de herramientas general.
- Una vez retrocedidas, las herramientas girarán hasta que el sensor de referencia en las herramientas no se active.
- Luego, el sistema girará automáticamente la herramienta hasta la última posición cargada (ranura de herramienta vacía).
- IMPORTANTE: La posición inicial del cambiador de herramientas debe estar marcada como Ranura "1".
Cuando se recibe un comando de cambio de herramienta, la lógica del cambiador de herramientas funciona en los siguientes pasos:
- El husillo se apaga y el sistema espera a que se detenga según el valor de "Retardo de desaceleración" del husillo en la configuración del husillo.
- El sistema verifica si la herramienta actual en el husillo está configurada en una ranura en la pantalla F4-Herramientas ; de lo contrario, muestra un error.
- El sistema verifica si la herramienta a cargar está configurada en una ranura en la pantalla F4-Herramientas , de lo contrario da un error.
- El eje Z se mueve hacia ARRIBA hasta la posición Z de selección y colocación de herramientas.
- Si se requiere indexación del husillo y " Cambiador de herramientas - Entrada 6 (husillo en posición INDEX)" está asignado a una de las entradas MASSO, entonces:
- Cambiador de herramientas: la salida 4 pasa a ALTA para que el VFD comience a MOVIR el husillo a RPM muy bajas.
- Cambiador de herramientas: la salida 5 pasa a ALTA para que el VFD se detenga y bloquee automáticamente en la posición ÍNDICE.
- El sistema espera a que el "Cambiador de herramientas - Entrada 6 (husillo en posición ÍNDICE)" pase a ALTO.
- "Cambiador de herramientas - Salida 3" pasa a ALTO para mover las herramientas a su posición y descargar la herramienta actual. El sistema espera la configuración del tiempo en la configuración de Tiempo de espera para que la señal "Cambiador de herramientas - Entrada 5" (Herramientas en posición) pase a ALTO ; de lo contrario, genera un error.
- La " abrazadera del portabrocas M10/M11" sube a ALTO para soltar la herramienta .
- Si las señales del husillo " Barra de tiro bloqueada y desbloqueada" están asignadas a cualquiera de las entradas MASSO, entonces:
- El sistema espera a que el "Cambiador de herramientas - Entrada 7 (barra de tiro bloqueada)" pase a BAJO.
- Y espera a que el "Cambiador de herramientas - Entrada 8 (barra de tiro desbloqueada)" suba a ALTO.
- El eje Z se mueve hasta la posición de separación Z del portaherramientas .
- "Cambiador de herramientas - Salida 2" pasa a ALTO para rotar herramientas y cuenta los pulsos del "Cambiador de herramientas - Entrada 2" .
- Una vez que la herramienta deseada está en posición, el "Cambiador de herramientas - Salida 2" pasa a BAJO para detener la rotación de la bandeja de herramientas.
- El eje Z se mueve hacia ABAJO hasta la posición Z de selección y colocación de herramientas.
- Cambiador de herramientas: la salida 6 (chorro de aire limpio del husillo) pasa a nivel ALTO a medida que el eje Z desciende.
- Cambiador de herramientas: la salida 6 (chorro de aire limpio del husillo) pasa a nivel bajo cuando el eje Z está en posición.
- " Chuck Clamp M10/M11" pasa a BAJA para sujetar la herramienta.
- Si las señales del husillo " Barra de tiro bloqueada y desbloqueada" están asignadas a cualquiera de las entradas MASSO, entonces:
- El sistema espera a que el "Cambiador de herramientas - Entrada 7 (barra de tiro bloqueada)" pase a nivel ALTO.
- Y espera a que el "Cambiador de herramientas - Entrada 8 (barra de tiro desbloqueada)" baje .
- "Cambiador de herramientas - Salida 3" pasa a BAJO para retirar las herramientas del husillo. El sistema espera la configuración del tiempo en la configuración de Tiempo de espera para que la señal "Cambiador de herramientas - Entrada 4" (Herramientas en posición) pase a ALTO ; de lo contrario, genera un error.
INFORMACIÓN: Todas las señales de entrada y salida se pueden invertir fácilmente seleccionando la entrada o salida en la lista y presionando la tecla de la barra espaciadora en el teclado para invertir la señal. Estas configuraciones se guardan automáticamente.
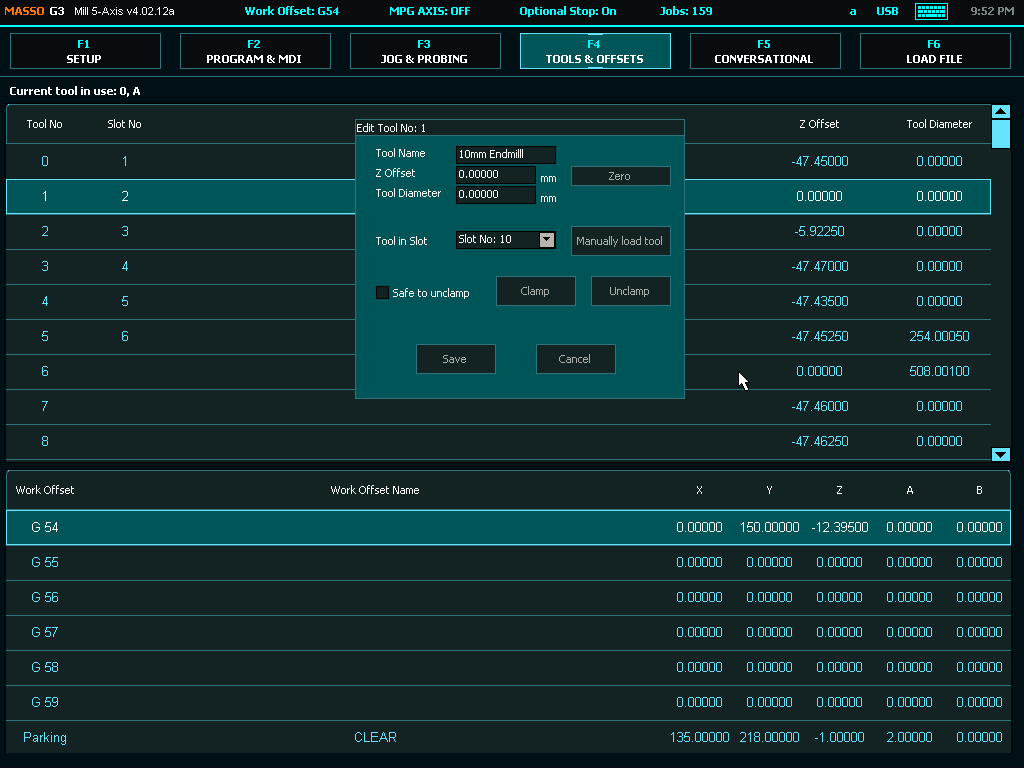
INFORMACIÓN: Asegúrese de asignar cada herramienta a una ranura de herramienta en la pantalla F4 - Herramientas y compensación de trabajo; de lo contrario, en un comando de cambio de herramienta, si la herramienta no está configurada en una ranura, obtendrá una alarma de error de herramienta.
Numeración de herramientas
PRECAUCIÓN: Tenga en cuenta que a partir de las versiones 5.0 y superiores del software MASSO G3, las herramientas asignables por el usuario han cambiado y ahora son la Herramienta 1 a 100.
INFORMACIÓN: Dependiendo de la versión de su software, su primera herramienta asignable por el usuario será la Herramienta 0 o la Herramienta 1.
INFORMACIÓN: Los cambiadores de herramientas se pueden colocar fuera de los límites suaves para protegerlos de daños accidentales; sin embargo, el Cero automático de herramientas debe permanecer dentro de los límites suaves.