

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Changeur d'outils pour parapluie
AVERTISSEMENT : les instructions suivantes concernent les contrôleurs MASSO G3 exécutant le logiciel v5.0 et supérieur. Pour toute autre version du logiciel, les instructions suivantes NE PEUVENT PAS être utilisées ; Veuillez contacter le support technique si vous disposez d'une autre version du logiciel avec un changeur d'outils général.

Sélectionner un changeur d'outils
Dans la fenêtre Changeur d'outils, sélectionnez le changeur d'outils et double-cliquez pour afficher les paramètres.
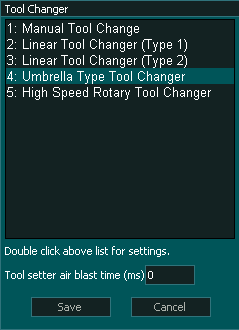
INFORMATION : Le jet d'air du positionneur d'outil est utilisé pour nettoyer la poussière du positionneur d'outil après le changement d'outil et avant de mesurer l'outil. Il n'est pas utilisé lors du processus de changement d'outil.
Configurez le changeur d'outils en fonction de votre machine
Il existe différents types de configurations de changeur d'outils parapluie en fonction de la conception du changeur d'outils. Dans la plupart des cas, un bras externe déplace les outils en position pour le chargement et le déchargement des outils, mais dans certaines conceptions, la broche de la machine est utilisée pour positionner la broche au-dessus de la position de changement d'outil.
MASSO General Tool Changer Logic fournit des options pour configurer facilement la logique du changeur d'outils en fonction des exigences de votre machine.
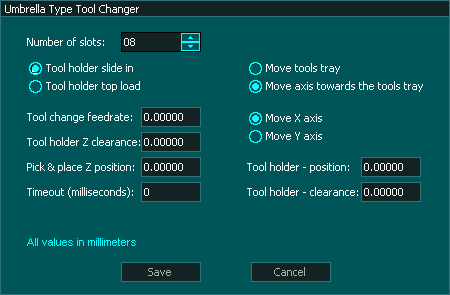
Paramètres 1 - Porte-outil de type coulissant ou à chargement par le haut
Configuration 2 : porte-outil qui se déplace sous la broche ou la broche se déplace à l'aide de la broche
Option "Déplacer l'axe"
Délai d'expiration (millisecondes)
Entrées et sorties du changeur d'outils
Syntaxe utilisée dans ce document pour les entrées et sorties du changeur d'outils
"Changeur d'outil - Sortie 1" signifie Changement d'outil - 1 et est une sortie
"Changeur d'outils - Entrée 1" signifie Changeur d'outils -1 et est une entrée
Remarque : Toute entrée ou sortie du changeur d'outils peut être affectée à n'importe quelle entrée ou sortie dans MASSO. Le numéro du changeur d'outils ne fait pas référence à un port d'entrée ou de sortie réel.
AVERTISSEMENT : les broches d'entrée et de sortie suivantes sont destinées aux contrôleurs MASSO G3 exécutant le logiciel v4.02 et supérieur. Pour toute autre version du logiciel, les instructions suivantes NE PEUVENT PAS être utilisées ; Veuillez contacter le support technique si vous disposez d'une autre version du logiciel avec un changeur d'outils général.
INFORMATION : Si votre machine ne dispose pas de capteur pour une ou plusieurs des entrées suivantes, n'attribuez pas d'entrée à cette fonction et la logique de changement d'outil ignorera l'entrée et continuera.
BILLETS
- Changeur d'outils : entrée 1 pour capteur de référence (qui servira à trouver la position de l'emplacement 1 lorsque la machine est orientée)
- Changeur d'outils : entrée 2 pour capteur compteur d'impulsions (ce signal d'impulsion est requis lorsque chaque outil passe devant le capteur)
- Changeur d'outils : entrée 3 pour signal OK capot anti-poussière relevé (haut signifie capot relevé)
- Changeur d'outils : entrée 4 pour la rétraction correcte de l'outil (signal du capteur ou de l'interrupteur qui indique au système que les outils sont rétractés de la broche)
- Changeur d'outils : Entrée 5 pour les outils en position correcte (signal d'un capteur ou d'un interrupteur qui indique au système que les outils sont complètement déployés et en position de chargement)
- Changeur d'outils : entrée 6 pour broche en position INDEX (signal VFD indiquant au système que la broche est indexée et verrouillée en position)
- Changeur d'outils : Barre de traction verrouillée, entrée 7 (signal provenant d'un capteur ou d'un interrupteur qui indique au système que la barre de traction est en position verrouillée)
- Changeur d'outils : Entrée 8 pour timon déverrouillé (signal provenant d'un capteur ou d'un interrupteur qui indique au système que le timon est en position déverrouillée)
DÉPARTS
- Pince de serrage M10/M11 pour serrer et desserrer la barre de traction de la broche (Bas pour serrer et Haut pour desserrer)
- Changeur d'outils : Sortie 1 pour déplacer le capot anti-poussière HAUT/BAS (lorsqu'il est ÉLEVÉ, le capot se déplace vers le HAUT)
- Changeur d'outils : sortie 2 pour faire pivoter le plateau à outils
- Changeur d'outils : Sortie 3 lorsque BAS rétractera les outils (loin de la broche) et lorsque HIGH mettra les outils en position (pour le changement d'outil)
- Changeur d'outils : la sortie 4 lorsqu'elle est ÉLEVÉE signalera au VFD de commencer à DÉPLACER la broche à un régime très bas.
- Changeur d'outils : la sortie 5 lorsqu'elle est ÉLEVÉE signalera au VFD de s'arrêter automatiquement et de se verrouiller en position INDEX.
- Changeur d'outils : sortie 6 pour jet d'air propre sur la broche
Logique du changeur d'outils
Lors du retour de la machine :
- Une fois que tous les axes de la machine ont été centrés selon la séquence de référence, la logique du changeur d'outils référencera le changeur d'outils.
- Les outils se rétracteront et le système attendra en fonction du délai d'attente défini dans les paramètres généraux du changeur d'outils.
- Une fois rétractés, les outils tourneront jusqu'à ce que le capteur de référence sur les outils s'active.
- Ensuite, le système fera automatiquement pivoter l'outil vers la dernière position chargée (emplacement d'outil vide).
- IMPORTANT : La position initiale du changeur d'outils doit être marquée comme Slot "1".
Lorsqu'une commande de changement d'outil est reçue, la logique du changeur d'outil fonctionne selon les étapes suivantes :
- La broche est éteinte et le système attend qu'elle s'arrête en fonction de la valeur du « Délai de décélération » de la broche dans la configuration de la broche.
- Le système vérifie si l' outil actuel dans la broche est configuré dans un emplacement sur l'écran F4-Tools ; sinon, il affiche une erreur.
- Le système vérifie si l' outil à charger est configuré dans un emplacement sur l'écran F4-Tools , sinon il donne une erreur.
- L'axe Z se déplace vers le HAUT jusqu'à la position Z pour la sélection et le placement de l'outil.
- Si une indexation de broche est requise et que " Changeur d'outils - Entrée 6 (broche en position INDEX)" est affecté à l'une des entrées MASSO, alors :
- Changeur d'outils : la sortie 4 passe à HAUT afin que le VFD commence à DÉPLACER la broche à un régime très bas.
- Changeur d'outils : la sortie 5 passe au niveau HAUT pour arrêter et verrouiller automatiquement le VFD en position INDEX.
- Le système attend que "Changeur d'outils - Entrée 6 (broche en position INDEX)" passe à HAUT.
- "Changeur d'outils - Sortie 3" passe à HAUT pour déplacer les outils en position et décharger l'outil actuel. Le système attend que le temps défini dans le paramètre Timeout soit activé pour que le signal « Changeur d'outil – Entrée 5 » (Outils en position) passe au niveau HAUT ; sinon cela génère une erreur.
- La « pince de mandrin M10/M11 » passe au niveau HAUT pour libérer l'outil .
- Si les signaux de broche " Timon verrouillé et déverrouillé" sont affectés à l'une des entrées MASSO, alors :
- Le système attend que "Changeur d'outils - Entrée 7 (barre de traction verrouillée)" passe au niveau BAS.
- Et attendez que le "Changeur d'outils - Entrée 8 (Drawbar Unlocked)" passe à HIGH.
- L'axe Z se déplace vers la position de dégagement Z du porte-outil .
- "Changeur d'outils - Sortie 2" passe à HAUT pour faire tourner les outils et compte les impulsions "Changeur d'outils - Entrée 2" .
- Une fois l'outil souhaité en position, le "Changeur d'outils - Sortie 2" passe au BAS pour arrêter la rotation du plateau à outils.
- L'axe Z se déplace vers le BAS jusqu'à la position Z pour la sélection et le placement de l'outil.
- Changeur d'outils : la sortie 6 (jet d'air propre de la broche) passe au niveau ÉLEVÉ à mesure que l'axe Z descend.
- Changeur d'outils : la sortie 6 (jet d'air propre de la broche) devient faible lorsque l'axe Z est en position.
- " Chuck Clamp M10/M11 " passe BAS pour maintenir l'outil.
- Si les signaux de broche " Timon verrouillé et déverrouillé" sont affectés à l'une des entrées MASSO, alors :
- Le système attend que "Changeur d'outils - Entrée 7 (barre d'attelage verrouillée)" passe à HAUT.
- Et attendez que le "Tool Changer - Entry 8 (Drawbar Unlocked)" descende .
- "Changeur d'outils - Sortie 3" passe au BAS pour retirer les outils de la broche. Le système attend que le temps réglé dans le paramètre Timeout soit activé pour que le signal « Changeur d'outil – Entrée 4 » (Outils en position) passe au niveau HAUT ; sinon cela génère une erreur.
INFORMATION : Tous les signaux d'entrée et de sortie peuvent être facilement inversés en sélectionnant l'entrée ou la sortie dans la liste et en appuyant sur la touche de la barre d'espace du clavier pour inverser le signal. Ces paramètres sont enregistrés automatiquement.
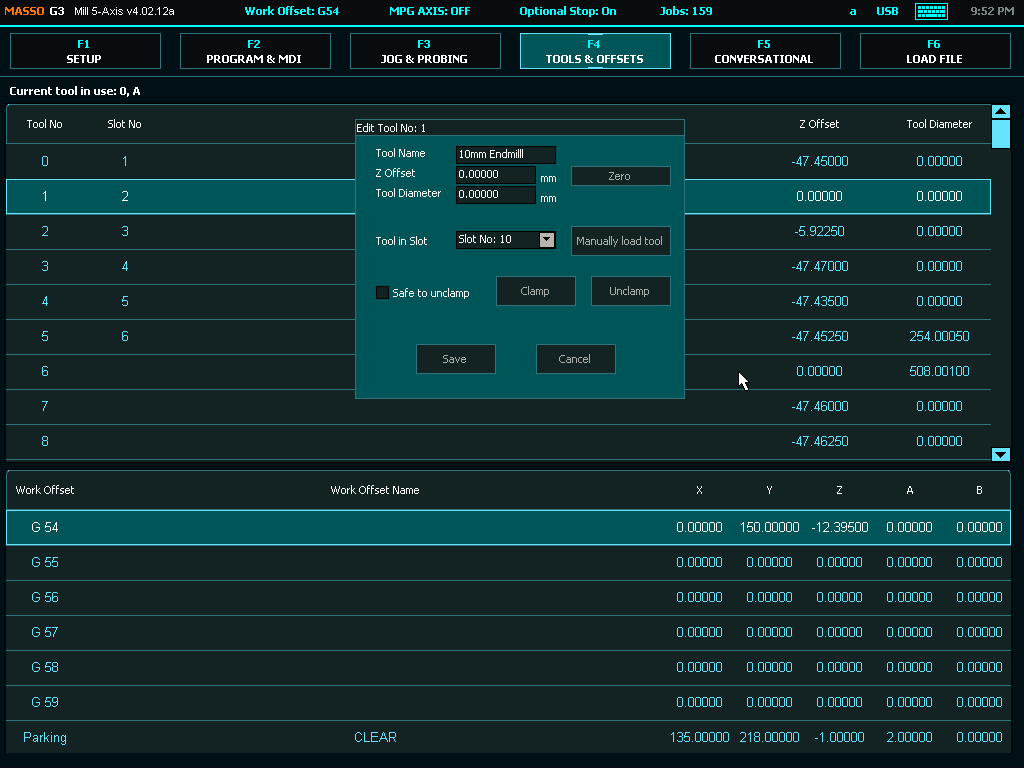
INFORMATION : Assurez-vous d'attribuer chaque outil à un emplacement d'outil sur l'écran F4 - Outils et rémunération du travail ; Sinon, lors d'une commande de changement d'outil, si l'outil n'est pas placé dans un emplacement, vous recevrez une alarme d'erreur d'outil.
Numérotation des outils
ATTENTION : Veuillez noter qu'à partir des versions 5.0 et supérieures du logiciel MASSO G3, les outils attribuables par l'utilisateur ont changé et sont désormais les outils 1 à 100.
INFORMATION : Selon la version de votre logiciel, votre premier outil attribuable par l'utilisateur sera l'outil 0 ou l'outil 1.
INFORMATION : Les changeurs d'outils peuvent être placés en dehors des limites douces pour les protéger des dommages accidentels ; cependant, Auto Tool Zero doit rester dans des limites souples.