

 Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese Axis Settings
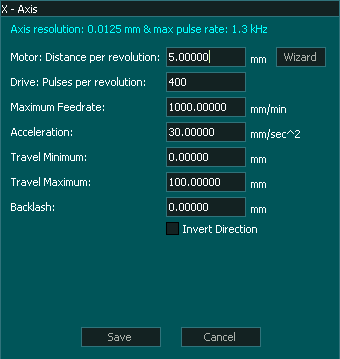
X,Y,Z, A & B axis
Axis Resolution

- This is not a setting but a calculation based on the Distance per revolution and Pulses per revolution
- This is how far the axis will move with a single step and is the smallest incremental distance possible for the axis.
Distance per revolution

- How far your axis travels in one revolution of the motor.
- This takes into account the entire drive train including gear box ratios.
Pulses per revolution

- How many steps it will take for your motor to complete 1 revolution.
- This is based on your motor and driver settings.
Maximum feedrate

- Defines your axis rapid speed.
Acceleration setting

- Determines how quickly your axis accelerates to your chosen feed rate.
- IT also determines how quickly an axis will decelerate.
Travel Minimum

- This value determines the extent of travel for the axis in the negative direction.
- This value must be a lower numeric value than the Travel Maximum
Travel Maximum

- This value determines the extent of travel for the axis in the positive direction.
- This value must be a higher numeric value than the Travel Minimum
Backlash

- Enter your axis backlash.
- This value cannot exceed 10mm or 0.3937”
Invert Direction

- If your axis travels in the wrong direction, put a check in this box to reverse it.
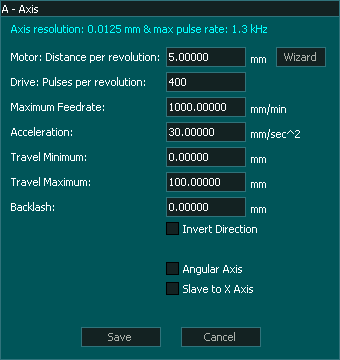
A & B axis
- The A & B axis have additional settings for Angular and slave settings.
Angular Axis

- The A & B axis can be set as for rotary axis
- Setting the axis to angular changes the moves to angular instead of linear.
- Movements are in degrees
- The Motor distance is automatically set to 360 degrees and cannot be changed.
- Calibration is done through calculation and not by using the wizard.
- For additional information on setting up a rotary axis please see; Rotary axis
Slave axis

- This setting is used for software slaving the the A axis to the X axis or the B axis to the Y
- Software slaving is used for axis auto squaring.
- For additional information on homing please see; Homing
Wizard

- This button is for axis calibration.
- For additional information on axis calibration please see; Axis Calibration Wizard