

 Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese WABECO Tool Turret

INFORMATION: This tool changer is only available on MASSO-G3 software v4.0 and above.
Setting up the tool changer
- Connect your stepper motor to the Y-axis outputs on MASSO.
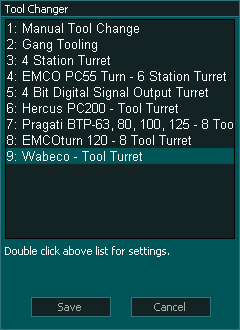
- Go to F1-Setup screen and open the Tool Changer window.
- From the list select Press enter to open Tool Changer list and select the WABECO Tool Turret from the list and double click it to open the below settings window.
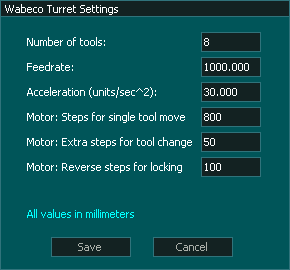
Number of Tools:
Feedrate:
The Feed rate is in tools per minute.
To work out how long it will take for the tool changer to do one full revolution use the following formula
60 seconds in a minute / Feedrate: tools per minute x 8 tools in the tool changer = Time in seconds for one full revolution
Acceleration:
Acceleration rate of the stepper motor in tools per sec ^2
Motor: Steps for single tool tool move
The number of steps required to move between tool position
Motor: Extra steps for tool change
Once the required tool position has been reached this is the number steps are required to move pass the tool lock position to ensure that when the tool changer reverses it will lock into position.
Motor: Reverse steps for locking
This is the number of steps required to reverse and lock the tool into position
Tool changer logic
After all the axis of the machine have been homed as per the homing sequence, the tool changer logic will start rotating the stepper motor for the turret till a home (Tool 1) signal is received.
Homing sequence
- Output "Tool Changer -1" changes to High and waits 500mS for the locking pin to move to the unlock position.
- The motor rotates FWD
- Input "Tool Changer 1 goes high when it reaches the homing sensor
- Output "Tool Changer -1" changes to LOW and waits 1000mS for the locking pin to move to the lock position.
- The motor REV the specified number of steps for locking.
- The tool number is updated to Tool 1 on the MASSO Screen
- Homing is complete
If a valid tool home signal is not received in one full revolution, the controller will display an alarm on the screen.
Tool Change sequence
- On an M6 tool change command
- Output "Tool Changer -1" changes to High and waits 500mS for the locking pin to move to the unlock position.
- The motor rotates FWD the required number of steps to reach the new tool position and stops.
- Output "Tool Changer -1" changes to LOW and waits 1000mS for the locking pin to move to the lock position.
- The motor REV the specified number of steps for locking.
- The tool number is updated to the new tool.
- Tool change complete.
Input Signals
Wire the homing sensor input and assign it to MASSO as below:
- Input "Tool Changer -1" for Turret home position sensor. This input is normally Low and will change to High when triggered.
Output Signals
The turret stepper motor's STEP and DIRECTION signals should be wired to the MASSO Y-axis STEP and DIRECTION connector.
Output "Tool Changer-1" is used for the Locking Pin
If your tool changer does not have a locking pin solenoid you do not need to assign this tool changer output.