Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese Laser Engraving/Cutting

- Tool 111
- To change to Laser issue a T111 M06 command in MDI and include this in your Gcode file to ensure that it changes to the correct screen when you run your Gcode file
- This Laser is used for engraving and cutting and requires to be used with a laser capable of being connected to a TTL output.
- It's intensity is controlled by PWM
- PWM is controlled by the S command when if Laser mode.
- PWM Frequency can be set between 4Khz and 60Khz as required.
- The X, Y & Z offset relative to the main spindle can be entered in the Multi-Head Setting page
- A dedicated PWM output is provided on MASSO output 11 and must be configured as Laser Engraving/Cutting. No other output can be used for PWM output.
- An output is provided to move the Laser head into position or can be used to enable / disable the laser for additional safety. (Laser-up/Down)
- An air assist output is provided turned on and off using M8 / M9 Gcode commands.
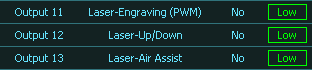
Assigning Laser outputs
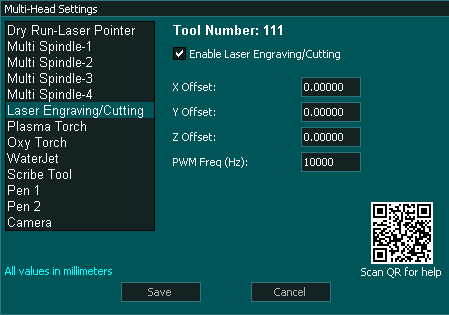
Multi-Head Setting
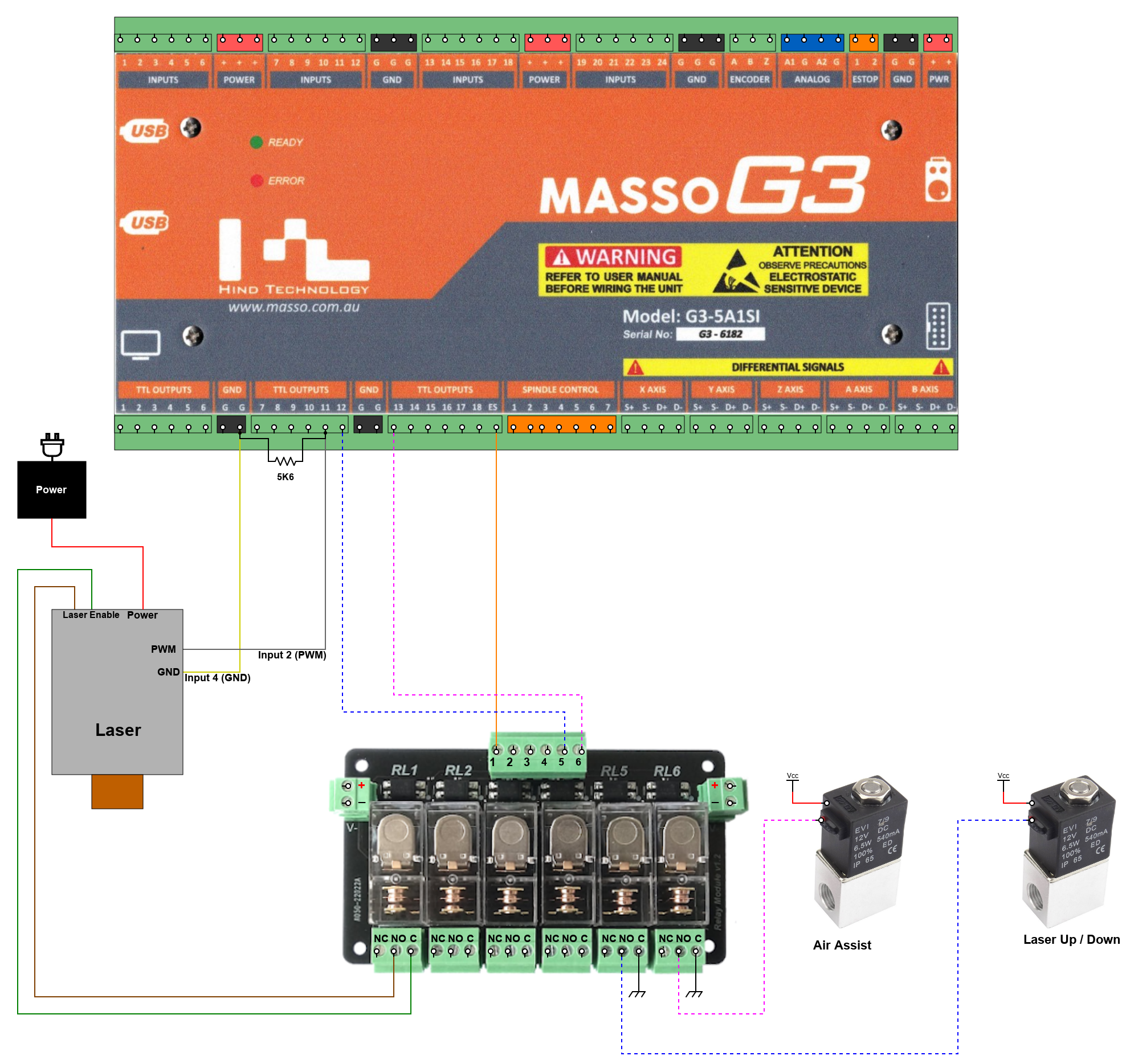
Installing and set up a Laser on MASSO
Generic Laser Setup
WARNING: The example below is intended to illustrate the concept of how such a system could be wired. The actual wiring of your machine will depend on the hardware used and it's requirements. Please consult your user manual for the correct way to wire your selected hardware. If unsure please consult a qualified electrical engineer to assist with wiring of your machine.