

 Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese G54.1 - Extended Work Offsets
This feature is currently only available on MASSO G3 & MASSO Touch running beta software version 5.100b or higher
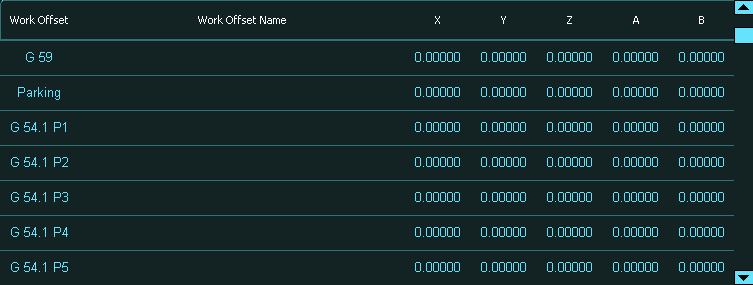
The G54.1 Gcode adds an additional 100 work offsets bringing the total to 106 when G54 to G59 are included.
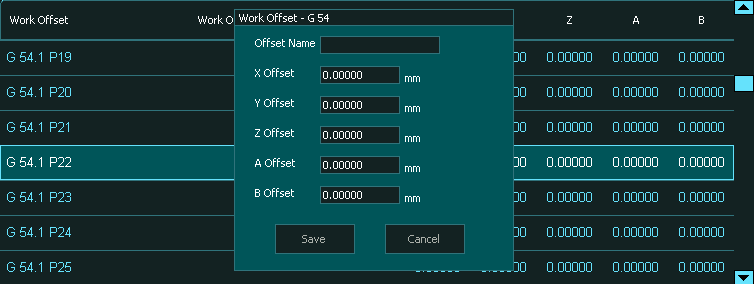
The extended work offsets can be seen by using the slider on the right hand side of the Work offset list.
The G54.1 P1 to P100 commands are used to select desired work offset for use.
Syntax & Parameters
- P value - The P value specifies which G54.1 offset you wish to use.
Example program
N10 G54.1 P50
In the above program the work offset G54.1 P50 work offset is selected.