

 Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese Pragati BTP-63, BTP-80, BTP-100, BTP-125

INFORMATION: This tool changer logic is designed as per Pragati tool turret requirements which is also used in other brands of tool turrets, please see the PDF document for details.
Setting up the tool changer
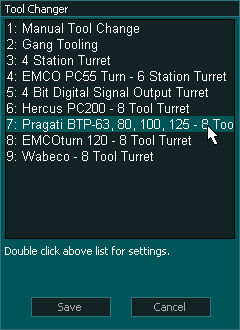
- Go to F1-Setup screen and open Tool Changer window.
- From the list select Press enter to open Tool Changer list and select the the Pragati BTP-63, 80, 100,125 - 8 Tool Turret from the list.
Tool changer logic
After all the axis of the machine have been homed as per the homing sequence the tool changer logic will read the encoder data from Turret to get the current tool in position.
If a valid tool number is received then the current tool number is updated on the controller else an ERROR message is displayed on the screen telling the user that the signals from Turret were not correct.
CAUTION: In MASSO G2, tool numbers start from Tool No. 0. When a command is given to load Tool No. 0, on the Pragati Turret Tool No. 1 is loaded. When tool load command is given for Tool No. 7, on the Pragati Turret Tool No. 8 is loaded. This has changed for Software version 4.02.77b and Higher. Please see the section on Tool numbering at the bottom of the page.
Syntax used in this document for Tool Changer inputs and outputs
"Tool Changer - Output 1" means Tool Change - 1 and it is an output
"Tool Changer - Input 1" means Tool Changer -1 and it is an Input
Note: Any tool changer input or output can be assigned to any Input or Output on MASSO. The tool changer number does not refer to an actual input or output port.
Input Signals
Wire the sensor inputs and assign to MASSO as below:
- Tool Changer - Input 1 for BIT-1
- Tool Changer - Input 2 for BIT-2
- Tool Changer - Input 3 for BIT-3
- Tool Changer - Input 4 for BIT-4
- Tool Changer - Input 5 for PARITY
- Tool Changer - Input 6 for STROBE
- Tool Changer - Input 7 for CLAMP
- Tool Changer - Input 8 for THERMAL ALARM
Output Signals
- Tool Changer - Output 1 for CW rotate
- Tool Changer - Output 2 for CCW rotate