This feature is available in version 5.100.14a or higher
This command defines the parameters for Laser
It can be placed in the Gcode file to define Laser behavior
To access the Laser screen you must select Tool 111. In MDI enter T111 M6 to change to the Plasma screen.
Include T111 M6 to your Gcode files to ensure you are using the Laser tool.
INFORMATION: This Gcode is not available for MASSO G2
Syntax & Parameters
- G200 uses the values to populate the Plasma parameters tab
- Q Value – Minimum Laser power output level with Power Ramping
Example program
N10 G200 Q50
Minimum Power Level set to 5% with power ramping enabled
G200
G200 defines for the Laser tool behaves.
The default for MASSO Laser is G200 is turned off.
Using G200 with a Q parameter turns it on
Using G200 with no parameter turns it off.
G200 works with M03 only. It has no effect when used with M04.
Q- Minimum power with Power Ramping
When a Q value is specified it turns on 2 different features.
Minimum Power Level
The Q value defines the minimum power level that the Laser will used when the Laser is using M03 (M3) to turn the Laser on.
This can have practical uses in applications like laser welding where a minimum power level is needed to ensure a good weld.
If a minimum power level is not required the use G200 Q0
Power Ramping
The cutting / burning power of a laser is based on a combination of both power and the speed that the laser is moving.
Like a finger passed through a flame, if the finger moves slowly or stop it will burn more than if it moves quickly.
The same is true when laser engraving or cutting.
If you turn on the laser and engrave a line you will see burn mark at the start of the line followed by a dark line at the start as it accelerates to full speed where the line will be lighter as the axis is moving at the specified speed then as it decelerates it will darken again.
Power Ramping scales the Laser power during the start up, acceleration and deceleration phases of the engraving to give an even engraving.
Power ramping works in conjunction with Feed rate override and if the axis slows down while moving around corners the power will ramp to keep the same cutting / engraving power level.
N10 G200 Q0
N20 X100 F1000 S800
Minimum Laser power level set to 0%
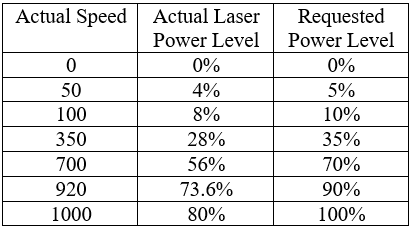
The Chart below shows ramping of the axis as it accelerates from 0 to 1000mm to reach full power of 80% of the lasers maximum power output or 100% of the Laser requested power.
At a speed of 350mm/min the Axis has reached 35% of the requested speed of 1000 and outputs a total of 28% of total Laser power which is 35% of the requested final power level.
INFORMATION: G200 does not work with the M04 (M4) Gcode command


 Spanish
Spanish  French
French  German
German  Simplified Chinese
Simplified Chinese