MASSO dispose d'assistants conversationnels intégrés pour générer facilement des programmes gcode pour les opérations d'usinage de base en saisissant des informations de base.
Liste des assistants disponibles pour les fraiseuses :
- assistant de coupe de visage
- Assistant de découpe de profil
- assistant de poche rectangulaire
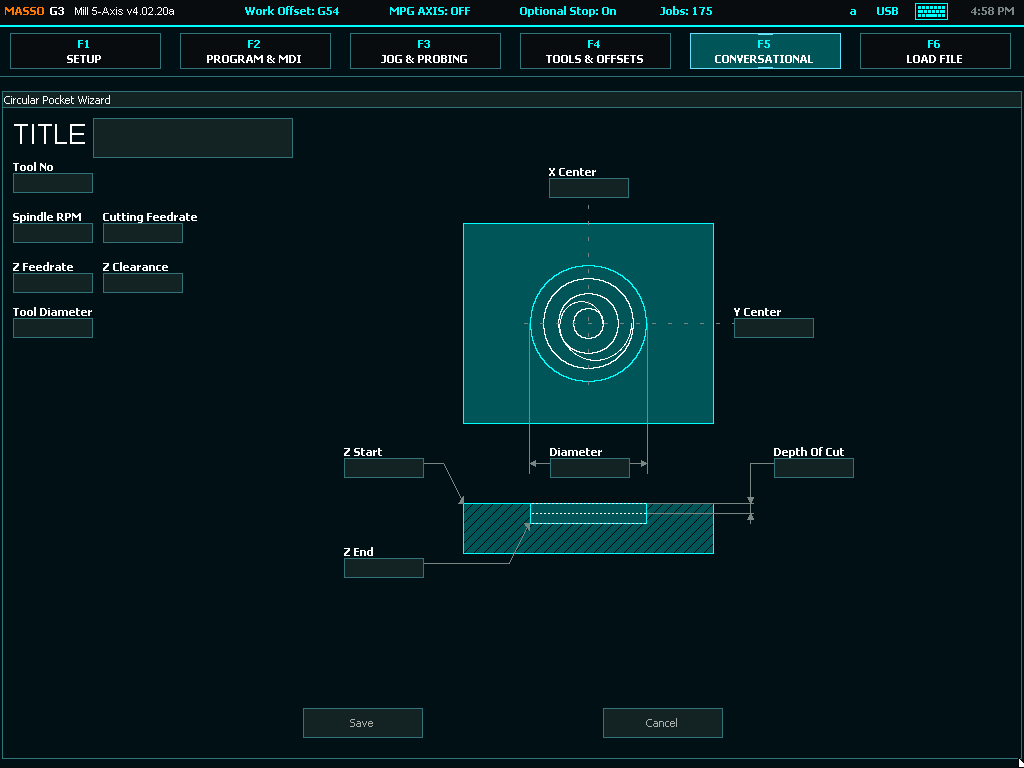
- assistant de poche circulaire
assistant de coupe de visage
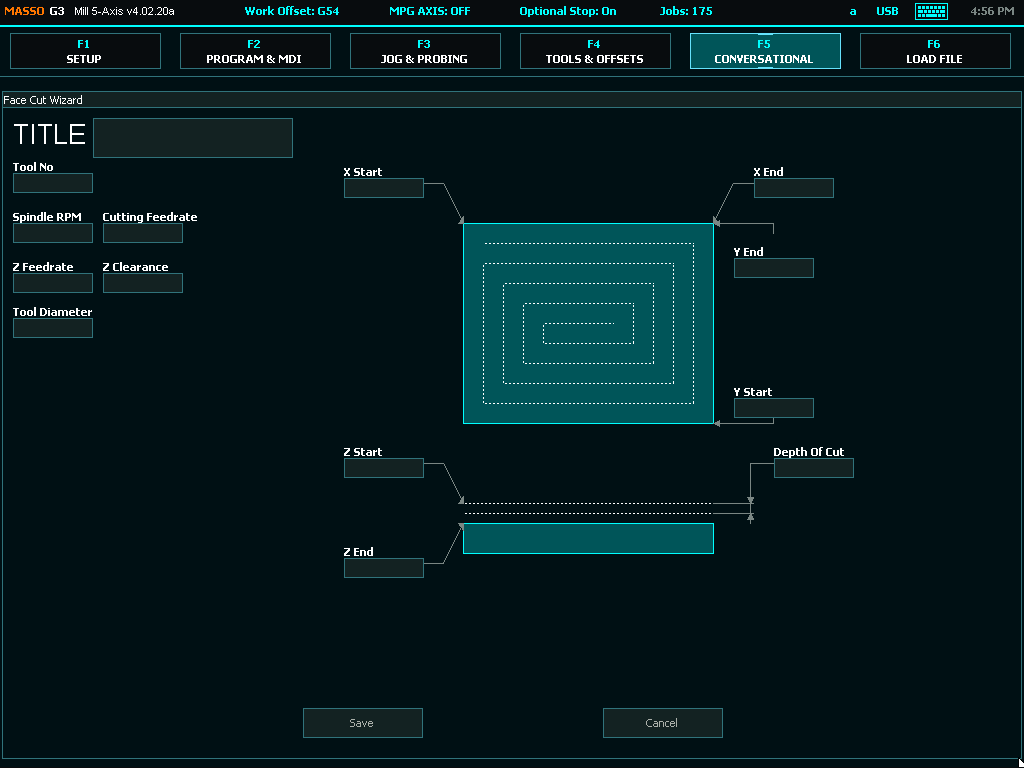
Gardez à l'esprit que lorsque vous regardez, ce matériau se trouvera dans les coins intérieurs. Cela est dû au fait que les fraises sont rondes et ne peuvent pas physiquement retirer de la matière d'un coin intérieur.
Pour s'assurer que le brut de coin est supprimé, les points de départ et d'arrivée X et Y doivent être décalés d'au moins le rayon de la fraise. Cela vous donnera une plus grande zone de coupe dans l'ensemble.
Si vous ne pouvez pas agrandir la zone de coupe, l'utilisation d'un couteau plus petit réduira le matériau restant dans les coins mais augmentera le temps de coupe.
Le pas de l'outil correspond à 100 % du diamètre de l'outil.
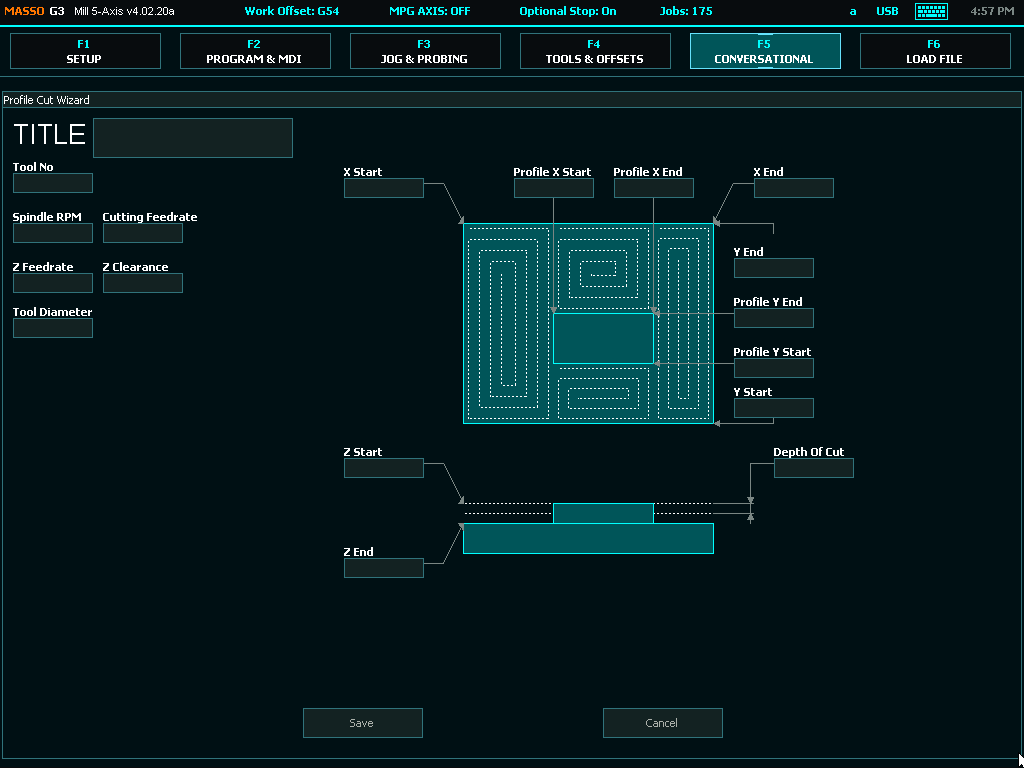
Assistant de découpe de profil
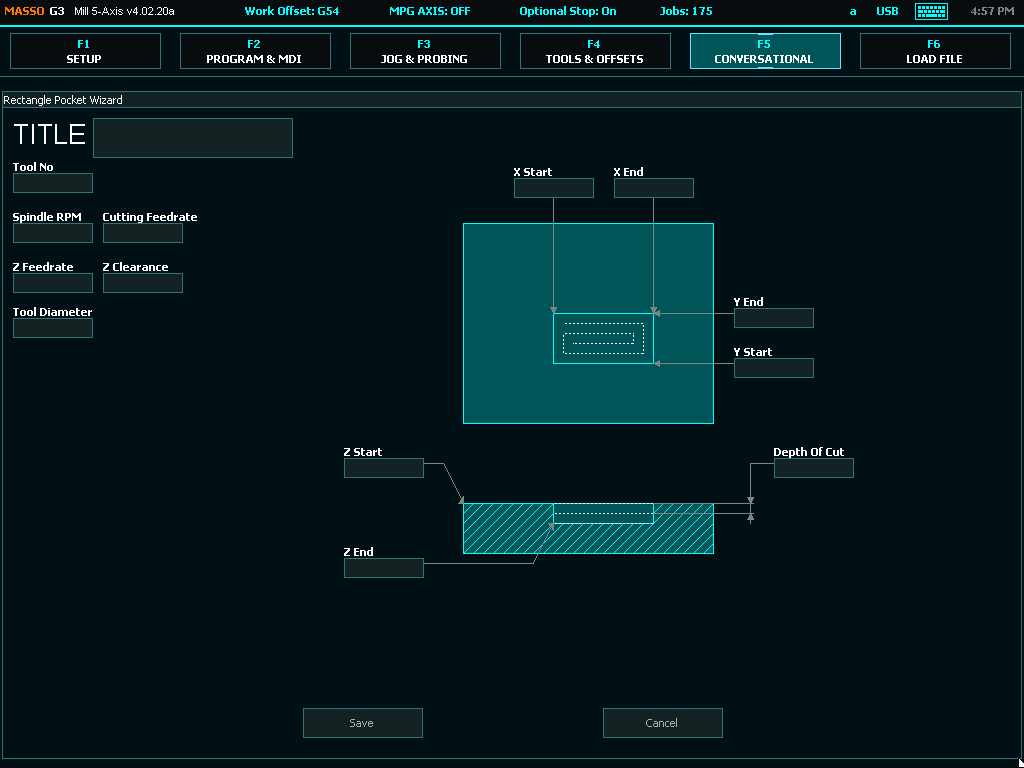
assistant de poche rectangulaire
assistant de poche circulaire


 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese