

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Verwenden Sie Gesprächsassistenten
Mit Dialogassistenten können Sie einfache Gcode-Programme in der Steuerung generieren, um einfache Schnitte durchzuführen.
Sie können einen einzelnen Profilhelfer erstellen oder bis zu 50 Helfer hinzufügen, um einen komplexeren Schnitt zu erstellen.
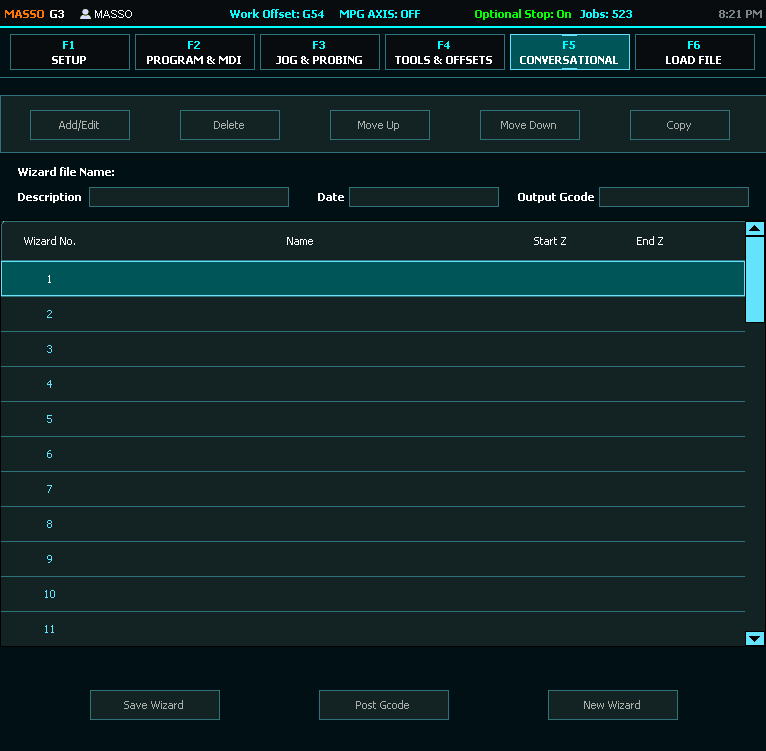
- Öffnen Sie das F5-KONVERSATIONAL
 Seite in MASSO
Seite in MASSO
- Wählen Sie einen neuen Assistenten aus
 und geben Sie einen Namen für den Assistenten ein, den Sie erstellen möchten.
und geben Sie einen Namen für den Assistenten ein, den Sie erstellen möchten. - Auf Ihrem USB-Stick wird eine .wiz-Datei gespeichert, die Sie später erneut laden können.
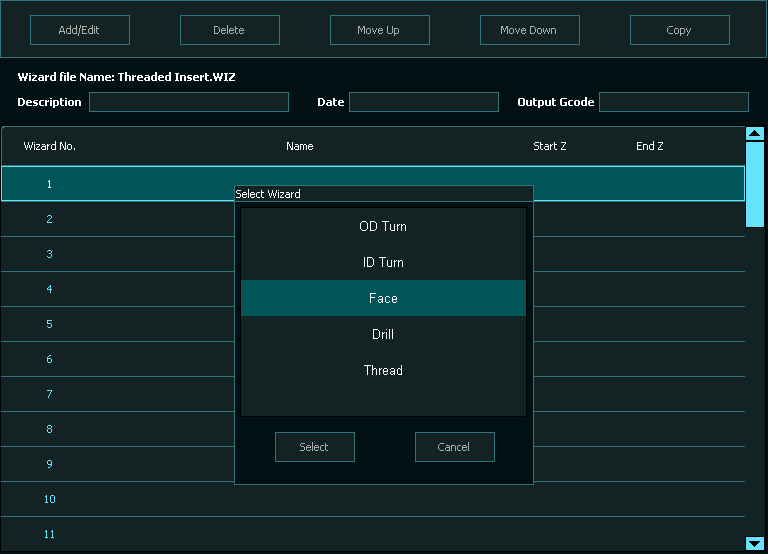
- Klicken Sie auf Hinzufügen/Bearbeiten
 Oder doppelklicken Sie auf eine Zeile, um das Menü des Auswahlassistenten zu öffnen
Oder doppelklicken Sie auf eine Zeile, um das Menü des Auswahlassistenten zu öffnen
- Markieren Sie den Auswahlassistenten.
- Klicken Sie auf Auswählen
 um den Assistenten zu öffnen.
um den Assistenten zu öffnen.
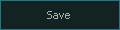
- Nehmen Sie die entsprechenden Einstellungen des Assistenten vor und klicken Sie anschließend auf die Schaltfläche „Speichern“.
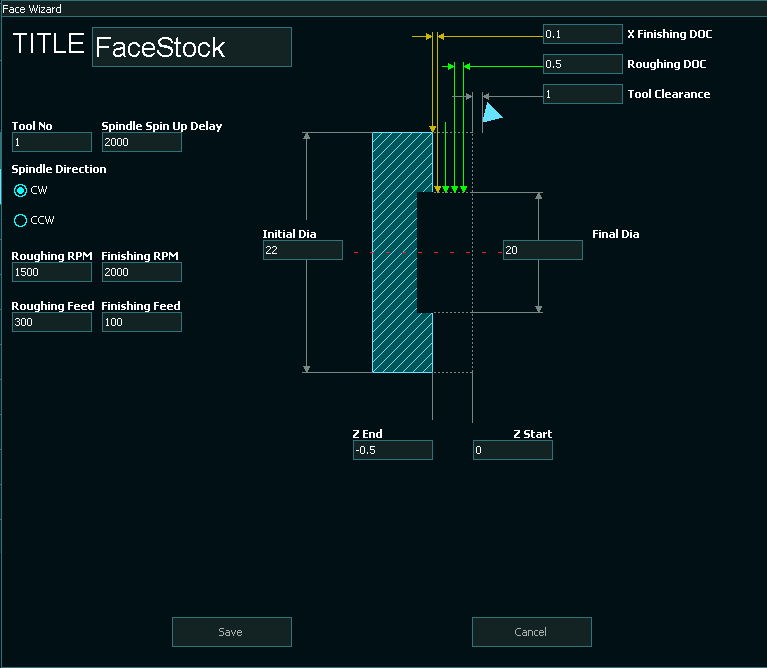
- Liegt ein Fehler in den Einstellungen vor oder wurde eine Einstellung ausgelassen, erscheint eine Warnmeldung auf dem Bildschirm und der entsprechende Bereich wird hervorgehoben.
- Nachdem Sie den Assistenten abgeschlossen und auf Speichern geklickt haben, kehren Sie zur Chat-Seite zurück, wo ein neuer Assistent hinzugefügt oder ein Gcode generiert werden kann.
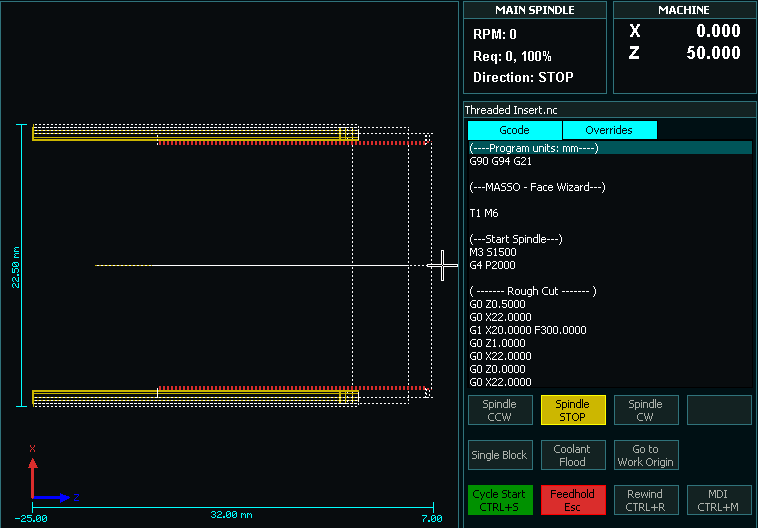
- In Beispiel 4 wurden Assistenten verwendet, um ein kleines Gcode-Programm zu erstellen, das im endgültigen Gcode-Programm generiert wird.
- Sie können die Reihenfolge der Schnitte ändern, indem Sie den einzelnen Assistenten auswählen und die Schaltfläche „Nach oben“ verwenden.
 und geh runter
und geh runter  um die Reihenfolge zu ändern, in der sie in der endgültigen Gcode-Datei erscheinen.
um die Reihenfolge zu ändern, in der sie in der endgültigen Gcode-Datei erscheinen. - Um eine Kopie eines der Assistenten zu erstellen, können Sie auf die Schaltfläche „Kopieren“ klicken.
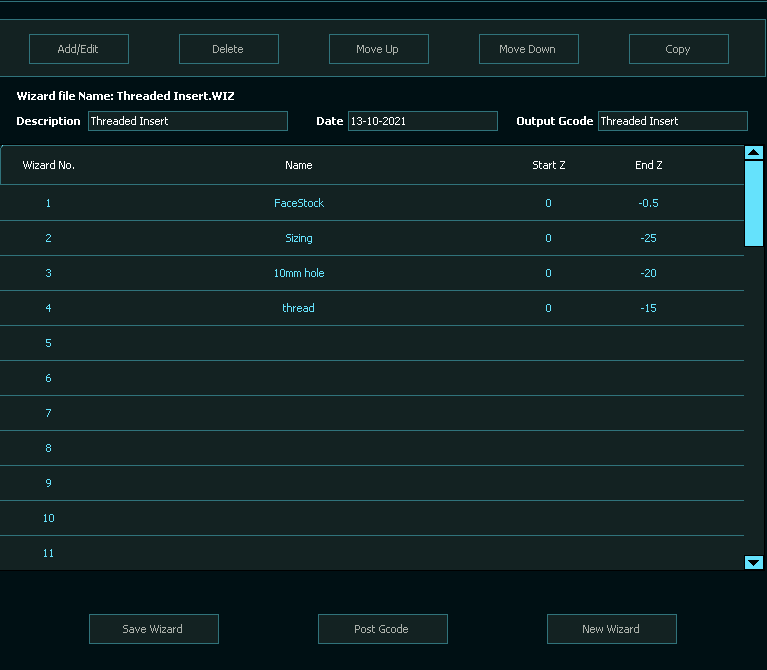
- Sie können eine Beschreibung des Assistenten und das Datum eingeben, an dem Sie ihn erstellt oder überprüft haben. Dies ist optional.
- Sie müssen einen Ausgabe-Gcode-Namen eingeben. So wird die generierte Gcode-Datei heißen. Die Erweiterung .nc wird beim Generieren automatisch zum Dateinamen hinzugefügt.
- Klicken Sie auf die Schaltfläche „Speicherassistent“.
 um das aktualisierte Projekt zu speichern. Dadurch wird die.wiz-Datei auf Ihrem USB-Laufwerk aktualisiert.
um das aktualisierte Projekt zu speichern. Dadurch wird die.wiz-Datei auf Ihrem USB-Laufwerk aktualisiert. - Im Namen der Ausgabe-Gcode-Datei kann ein Ausgabeordner angegeben werden, wenn Sie ihn in einem bestimmten Verzeichnis speichern möchten.

- Um eine Gcode-Datei zu generieren, klicken Sie auf die Schaltfläche „Gcode veröffentlichen“.

- Dadurch wird Ihre Datei auf Ihrem USB-Laufwerk gespeichert.
- Von F6 DATEI LADEN
 Auf dem Bildschirm können Sie die .WIZ-Datei laden, wenn Sie eine neue Gcode-Datei öffnen, bearbeiten und generieren möchten.
Auf dem Bildschirm können Sie die .WIZ-Datei laden, wenn Sie eine neue Gcode-Datei öffnen, bearbeiten und generieren möchten.

- Um das Projekt zu bearbeiten, laden Sie die Gcode-Datei und führen Sie sie wie gewohnt aus.
ACHTUNG Drehmaschinenbenutzer: MASSO-Assistenten verwalten nicht die Werkzeugwechselposition der Drehmaschine für automatische Werkzeugwechsler. Bei Verwendung eines automatischen Werkzeugwechslers ist es wichtig, dass der Gcode vor dem Ausführen der Datei überprüft wird, um sicherzustellen, dass das Werkzeug vor dem Werkzeugwechsel in eine geeignete Position bewegt wird. Beim manuellen Werkzeugwechsel stellt dies kein Problem dar, da der Benutzer das aktuelle Werkzeug vor dem Werkzeugwechsel an einen sicheren Ort bringt.