

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese G200 - Parámetros de plasma
Este comando define los parámetros para Plasma.
Se puede colocar al comienzo del archivo Gcode y completará los parámetros de Plasma que se muestran en la pestaña Plasma en la pantalla F2
Para acceder a la pantalla Plasma debe seleccionar la Herramienta 112. En MDI ingrese T112 M6 para cambiar a la pantalla Plasma.
Es una buena práctica agregar T112 M6 a sus archivos Gcode.
INFORMACIÓN: Este Gcode no está disponible para MASSO G2
Sintaxis y parámetros
- G200 usa los valores para completar la pestaña de parámetros de plasma
- Valor F – Tasa de avance por contacto

- Valor P – Altura de perforación

- Valor D – Retardo de perforación Este valor se define en milisegundos

- Valor C – Altura de corte

- Valor V - Tensión de corte
 , si se establece en "0", el sistema pasa a la opción "Voltaje automático", donde el sistema muestrea el voltaje a la altura de corte y luego mantiene este voltaje durante el resto de ese corte. Para hacer uso de este parámetro se requiere el módulo MASSO DTHC .
, si se establece en "0", el sistema pasa a la opción "Voltaje automático", donde el sistema muestrea el voltaje a la altura de corte y luego mantiene este voltaje durante el resto de ese corte. Para hacer uso de este parámetro se requiere el módulo MASSO DTHC . - Valor A - Velocidad de alimentación Anti Inmersión
 , (Tenga en cuenta que este parámetro aún no se ha implementado) Este valor es un porcentaje de la velocidad de avance de los ejes X e Y por debajo del cual el eje Z se bloqueará cuando esté bajo el control de THC para evitar que la antorcha se mueva hacia el material. El eje se desbloqueará y el THC reanudará la operación una vez que la velocidad de avance aumente por encima de este valor.
, (Tenga en cuenta que este parámetro aún no se ha implementado) Este valor es un porcentaje de la velocidad de avance de los ejes X e Y por debajo del cual el eje Z se bloqueará cuando esté bajo el control de THC para evitar que la antorcha se mueva hacia el material. El eje se desbloqueará y el THC reanudará la operación una vez que la velocidad de avance aumente por encima de este valor. - Valor O - Óhmico ON/OFF. 0 es óhmico APAGADO, 1 es óhmico ENCENDIDO.
- Valor S : deténgase después de perforar y espere el inicio del ciclo. 0 es no detenerse, 1 es detenerse y esperar el inicio del ciclo.
INFORMACIÓN: Si el voltaje de corte está configurado en 0 en G200 MASSO utilizará la opción "Voltaje automático" donde el sistema muestrea el voltaje a la altura de corte y luego mantiene este voltaje durante todo el corte. Si encuentra que la altura de la antorcha es demasiado alta o demasiado baja, puede escribir un nuevo valor en el cuadro de voltaje de corte en pantalla o use el botón Torch up o Torch Down en pantalla para ajustar la altura de la antorcha en tiempo real.
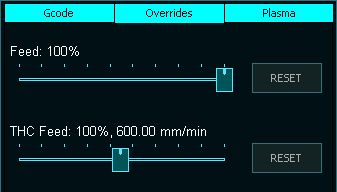
INFORMACIÓN: El parámetro de tasa de alimentación de THC  se especifica mediante el M667 F Gcode. Si encuentra que la velocidad de avance de THC es demasiado rápida o demasiado lenta, puede ajustar manualmente la velocidad de avance en la página Anular usando el control deslizante Alimentación de THC:.
se especifica mediante el M667 F Gcode. Si encuentra que la velocidad de avance de THC es demasiado rápida o demasiado lenta, puede ajustar manualmente la velocidad de avance en la página Anular usando el control deslizante Alimentación de THC:.
Precaución: El Valor A - Velocidad de alimentación Anti Inmersión no se ha implementado en este momento, pero se agregará en el futuro y esta documentación se actualizará.
Programa de ejemplo
N10 G200 F150 P5.5 D500 C3.1 V116 A50 O1 S0
G200
Un G200 sin parámetros después apagará la operación del G200 y el plasma funcionará en un modo heredado donde todas las operaciones deben realizarse manualmente usando Gcode.
La configuración predeterminada para G200 cuando MASSO está encendido es G200 encendido, por lo que si se ejecutan archivos antiguos, se debe agregar un comando G200 al inicio del archivo para cambiar MASSO al modo heredado.
Esto también se puede hacer emitiendo un G200 en MDI pero agregándolo mejor al archivo.
Una vez que se apague el G200, permanecerá apagado hasta que se vuelva a encender o se vuelva a encender el MASSO.
El G200 se puede utilizar con una unidad THC externa, como un Proma 150, y es obligatorio cuando se utiliza la unidad MASSO DTHC.
Cuando G200 está activo, muchas de las operaciones de plasma estándar se automatizan, lo que simplifica enormemente el Gcode requerido.
Cuando se emite un M3, la siguiente secuencia de inicio ocurrirá automáticamente.
- El palpado comenzará automáticamente usando el parámetro F como velocidad de avance de palpado. una vez que se activa el toque, se establecerá la altura de la antorcha.
- La antorcha se moverá automáticamente a la altura de perforación definida en el parámetro P
- La antorcha iniciará el arco.
- Al recibir la señal Arc ok, se iniciará el temporizador de Demora de perforación definido en el parámetro D.
- Al final del tiempo de retardo, la antorcha se moverá automáticamente a la altura de corte definida en el parámetro C
INFORMACIÓN: Se recomienda que GCode use las funciones de G200, ya sea que esté usando un DTHC o una unidad THC heredada más antigua.
F - Avance de contacto
Esta es la velocidad de avance de Touch off utilizada en el palpado automático como parte de G200 cuando está activo
P - Altura de perforación
Esto define la altura de perforación utilizada como parte de G200 cuando está activo.
Es la altura a la que se moverá la antorcha para realizar la perforación.
D - Retraso de perforación
Este es el retardo de penetración que se usa como parte de G200 cuando está activo.
Este es el tiempo que la antorcha esperará a que se perfore el material antes de continuar a la altura de corte.
Este valor se define en mS, por ejemplo, un valor de 2000 es 2 segundos
C - Altura de corte
Esta es la altura de corte utilizada como parte de G200 cuando está activo.
Esta es la altura a la que la antorcha se moverá automáticamente después de completar la perforación.
V - Tensión de corte
Esto define el voltaje de corte que el MASSO DTHC usa para establecer la altura de la antorcha al cortar.
Si se define un voltaje, mantendrá este voltaje durante el corte.
El voltaje se puede modificar en tiempo real usando los botones Torch Up y Torch Down en la pantalla F2 
Cada pulsación cambiará el voltaje en 1 voltio.
Se puede escribir un nuevo valor en el cuadro de voltaje de corte en la pestaña Plasma en la pantalla F2 
Si el valor de V está configurado en 0 en G200 MASSO utilizará la opción "Voltaje automático" donde el sistema muestrea el voltaje a la altura de corte cada vez que se inicia el plasma y luego mantiene este voltaje durante el resto de ese corte.
A - Antihundimiento
Tenga en cuenta que este parámetro aún no se ha implementado, pero se agregará en una fecha futura)
Este define el valor del porcentaje anti-hundimiento de la velocidad de avance. Se utiliza para bloquear el eje Z cuando el eje se ralentiza para evitar que la antorcha caiga sobre el material. Esto normalmente ocurre cuando se cortan arcos.
Este valor es un porcentaje de la velocidad de avance de los ejes X e Y por debajo del cual el eje Z se bloqueará cuando esté bajo el control de THC para evitar que la antorcha se mueva hacia el material. El eje se desbloqueará y el THC reanudará la operación una vez que la velocidad de avance aumente por encima de este valor.
O - óhmico
Este es el parámetro de activación óhmica.
MASSO tiene 2 entradas de toque que se pueden usar para toque de plasma. Plasma táctil y plasma óhmico 
Cuando se establece O0, se utiliza el Plasma-Touch. Por lo general, se trata de un interruptor integrado en la antorcha que se activa y luego se presiona la antorcha contra la superficie del material.
Luego, esta entrada se usa para calcular la altura de la antorcha. 
Cuando se establece O1, se utiliza el Plasma-Ohmic. Este tipo de toque utiliza la conexión eléctrica entre la punta del soplete y el material mismo para detectar la altura del soplete.
El toque óhmico no utiliza un valor de compensación.
Puede configurar ambos tipos de toque en su máquina y seleccionar el más adecuado en ese momento.
Solo uno puede estar activo a la vez.
Puede cambiar manualmente entre ellos usando el botón óhmico 
Ohmic está activo cuando es amarillo 
S - Detener
Cuando se perfora un material más grueso, el metal fundido se mueve a la superficie del material hasta que se corta el material.
Esto puede causar una acumulación en la superficie del material con el que puede tropezar la antorcha.
El uso del parámetro S en el G200 se puede usar al cortar material que presente este problema.
Cuando se establece S1, y se emite un comando M3, la antorcha tocará el material, se moverá a la altura de perforación y, después de que finalice la demora de perforación, el plasma se apagará y la antorcha ascenderá a la posición inicial Z.
Este mensaje se muestra en la pantalla.
Ahora se puede limpiar la superficie del material y, cuando esté listo, se presiona el botón Inicio del ciclo.
El soplete descenderá rápidamente hasta la altura de corte, el plasma se encenderá y comenzará el corte.
Esta secuencia ocurrirá en cada comando M3.
Si se establece S0, no habrá interrupción entre la perforación y el movimiento a la altura de corte.
El valor predeterminado es S0 cuando MASSO está encendido
El último valor de S se recordará hasta que se cambie o se vuelva a encender MASSO.
Acumulación izquierda después de perforar material grueso