

 English
English  Spanish
Spanish  French
French  German
German 普拉加蒂 BTP-63、BTP-80、BTP-100、BTP-125

信息:此换刀装置逻辑是根据 Pragati 刀塔的要求设计的,该刀塔也用于其他刀塔品牌。欲了解更多详情,请参阅PDF 文档。
配置换刀装置
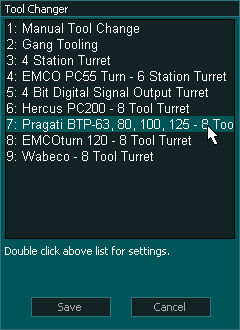
- 转至F1 设置屏幕并打开工具更换器窗口。
- 从列表中选择“Press Enter”以打开换刀器列表,然后从列表中选择“Pragati BTP-63, 80, 100,125 – 8 Tool Turret” 。
换刀逻辑
一旦根据参考序列参考了所有机器轴,刀具更换器逻辑就会从转塔编码器读取数据,以使当前刀具就位。
当接收到有效的刀具号时,更新控制器中当前的刀具号;否则,屏幕上将出现错误消息,通知用户塔信号不正确。
注意:在 MASSO G2 中,刀具编号从刀具 #0 开始。当发出加载刀具 #0 的命令时,刀具 #1 将被加载到 Pragati 刀塔中。当为 7 号工具发出加载命令时,Pragati 刀塔会加载 8 号工具。从软件版本 4.02.77b 开始,这一情况已发生变化。有关更多信息,请参阅页面底部的工具编号部分。
本文档中用于换刀装置输入和输出的语法
“换刀器 – 输出 1” 表示换刀 – 1,是一个输出
“换刀装置 – 输入 1”表示换刀装置 -1,是一个输入
注意:任何换刀器输入或输出都可以分配给 MASSO 中的任何输入或输出。刀库编号并不指实际的输入或输出端口。
入口标志
连接传感器输入并将其分配给 MASSO,如下所示:
- 换刀装置 - BIT-1的输入 1
- 换刀装置 - BIT-2的输入 2
- 换刀装置 - BIT-3的输入 3
- 换刀装置 - BIT-4的输入 4
- 换刀装置:奇偶校验输入 5
- 换刀装置 - STROBE输入 6
- 换刀装置 -用于CLAMP的输入 7
- 换刀装置 -用于热报警的输入 8
出口标志
- 换刀装置 - 输出 1用于顺时针旋转
- 换刀装置 – 输出 2用于逆时针旋转