

 English
English  Spanish
Spanish  French
French  German
German 手动换刀装置

手动对刀仪设计与自动刀具调零配合使用,自动测量并计算新的刀具高度并补偿刀具长度的差异。
有关连接以及对刀仪工作原理的更多信息,请参见>>>此处<<<
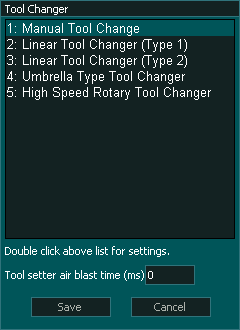
设置手动换刀装置
- 这在手动编辑工具时使用。
- 转至F1 设置屏幕并打开工具更换器窗口。
- 从列表中选择 Press Enter 打开换刀器列表,然后从列表中选择手动换刀。
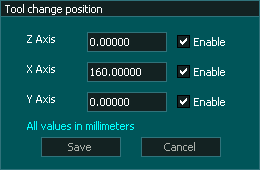
设置换刀位置
为了使换刀变得容易,可以定义换刀位置。如果您的机床床非常大,并且您希望将主轴移动到特定位置以便更轻松地更换刀具,例如需要更换刀具时移动到机器的前面,则此选项也很有用。
双击列表中的1:手动换刀,将打开以下换刀位置窗口,可以在其中输入换刀的轴位置。
自动门
出港
换刀逻辑
- 主轴关闭,系统根据主轴配置中的主轴“Delay Delay”值等待主轴停止。
- 系统检查请求的刀具是否在主轴中。如果是,则忽略工具更换请求。否则,刀具更换将继续执行步骤 3。
- Z 轴移回到原始位置。
刀具编号
注意:请注意,从MASSO G3 软件 5.0 版开始,用户可分配的工具已更改,现在为工具 1 至 100。
信息:根据您的软件版本,您的第一个用户可分配工具将为工具 0 或工具 1。