

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese G200 – Plasmaparameter
Dieser Befehl legt Parameter für Plasma fest.
Es kann am Anfang der Gcode-Datei platziert werden und füllt die Plasma-Parameter auf, die auf der Registerkarte „Plasma“ auf dem F2-Bildschirm angezeigt werden
Um auf den Plasmabildschirm zuzugreifen, müssen Sie das Werkzeug 112 auswählen. Geben Sie in MDI T112 M6 ein, um zum Plasmabildschirm zu wechseln.
Es wird empfohlen, T112 M6 zu Ihren Gcode-Dateien hinzuzufügen.
INFO: Dieser Gcode ist für MASSO G2 nicht verfügbar
Syntax und Parameter
- G200 verwendet die Werte, um die Registerkarte „Plasmaeinstellungen“ zu füllen
- F-Wert – Vorschubrate pro Kontakt

- P-Wert – Pierce-Höhe

- D-Wert – Pierce-Verzögerung Dieser Wert wird in Millisekunden eingestellt

- C-Wert – Schnitthöhe

- V-Wert - Abschaltspannung
 , wenn auf „0“ eingestellt, schaltet das System auf die Option „Auto-Spannung“ um, bei der das System die Spannung auf der Abschalthöhe misst und diese Spannung dann für den Rest dieser Abschaltung hält. Um diese Einstellung nutzen zu können, ist das MASSO DTHC-Modul erforderlich .
, wenn auf „0“ eingestellt, schaltet das System auf die Option „Auto-Spannung“ um, bei der das System die Spannung auf der Abschalthöhe misst und diese Spannung dann für den Rest dieser Abschaltung hält. Um diese Einstellung nutzen zu können, ist das MASSO DTHC-Modul erforderlich . - Ein Wert – Anti-Dip-Vorschubrate
 , (Beachten Sie, dass diese Einstellung noch nicht implementiert wurde) Dieser Wert ist ein Prozentsatz der Vorschubgeschwindigkeit der X- und Y-Achse, unterhalb dessen die Z-Achse bei THC-Steuerung gesperrt wird, um zu verhindern, dass der Brenner in das Material eindringt. Die Achse wird entriegelt und der THC nimmt den Betrieb wieder auf, sobald die Fahrgeschwindigkeit diesen Wert überschreitet.
, (Beachten Sie, dass diese Einstellung noch nicht implementiert wurde) Dieser Wert ist ein Prozentsatz der Vorschubgeschwindigkeit der X- und Y-Achse, unterhalb dessen die Z-Achse bei THC-Steuerung gesperrt wird, um zu verhindern, dass der Brenner in das Material eindringt. Die Achse wird entriegelt und der THC nimmt den Betrieb wieder auf, sobald die Fahrgeschwindigkeit diesen Wert überschreitet. - Wert O – Ohmsch EIN/AUS. 0 ist ohmsch AUS, 1 ist ohmsch EIN.
- S-Wert : Stoppen Sie nach dem Bohren und warten Sie auf den Beginn des Zyklus. 0 dient nicht zum Anhalten, 1 zum Anhalten und Warten auf den Beginn der Schleife.
INFORMATION: Wenn die Abschaltspannung ist in G200 auf 0 eingestellt. MASSO verwendet die Option „Auto Spannung“, bei der das System die Spannung in der Schnitthöhe misst Diese Spannung bleibt dann während des gesamten Schnitts erhalten. Wenn Sie feststellen, dass die Brennerhöhe zu hoch oder zu niedrig ist, können Sie im Feld „Schnittspannung“ auf dem Bildschirm einen neuen Wert eingeben. Oder verwenden Sie die Schaltflächen „Taschenlampe hoch“ oder „Taschenlampe runter“ auf dem Bildschirm, um die Höhe der Taschenlampe in Echtzeit anzupassen.
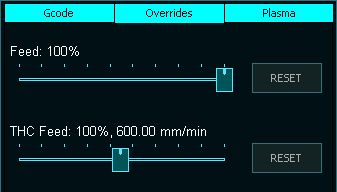
INFO: Die Einstellung der THC-Leistungsrate  Dies wird durch Gcode M667 F angegeben. Wenn Sie feststellen, dass die THC-Zufuhrrate zu schnell oder zu langsam ist, können Sie die Zufuhrrate auf der Seite „Überschreiben“ mithilfe des Schiebereglers „THC-Zufuhr:“ manuell anpassen.
Dies wird durch Gcode M667 F angegeben. Wenn Sie feststellen, dass die THC-Zufuhrrate zu schnell oder zu langsam ist, können Sie die Zufuhrrate auf der Seite „Überschreiben“ mithilfe des Schiebereglers „THC-Zufuhr:“ manuell anpassen.
Achtung: Die Ein Wert – Anti-Dip-Vorschubrate Es ist derzeit noch nicht implementiert, wird aber in Zukunft hinzugefügt und diese Dokumentation wird aktualisiert.
Beispielprogramm
N10 G200 F150 P5.5 D500 C3.1 V116 A50 O1 S0
G200
Ein G200 ohne Einstellungen führt dann dazu, dass der G200 nicht mehr funktioniert und das Plasma läuft in einem Legacy-Modus, in dem alle Vorgänge manuell mit Gcode durchgeführt werden müssen.
Die Standardeinstellung für G200, wenn MASSO aktiviert ist, ist G200 aktiviert. Wenn Sie also alte Dateien ausführen, sollte am Anfang der Datei ein G200-Befehl hinzugefügt werden, um MASSO in den Legacy-Modus zu schalten.
Dies kann auch durch die Ausgabe eines G200 an MDI erfolgen, besser jedoch durch Hinzufügen zur Datei.
Sobald das G200 ausgeschaltet ist, bleibt es ausgeschaltet, bis es wieder eingeschaltet wird oder das MASSO erneut eingeschaltet wird.
Der G200 kann mit einer externen THC-Einheit wie einem Proma 150 verwendet werden und ist bei Verwendung der MASSO DTHC-Einheit erforderlich.
Wenn G200 aktiv ist, werden viele Standard-Plasmavorgänge automatisiert, was den erforderlichen Gcode erheblich vereinfacht.
Wenn ein M3 ausgegeben wird, erfolgt automatisch die folgende Startsequenz.
- Die Antastung beginnt automatisch mit Parameter F als Antastvorschub. Sobald die Berührung aktiviert ist, wird die Höhe der Taschenlampe angepasst.
- Der Brenner fährt automatisch auf die in Parameter P eingestellte Einstechhöhe
- Der Brenner zündet den Lichtbogen.
- Bei Empfang des Lichtbogen-OK-Signals startet der in Parameter D eingestellte Pierce-Verzögerungstimer.
- Am Ende der Zeitverzögerung fährt der Brenner automatisch auf die in Parameter C definierte Schnitthöhe
INFO: Es wird empfohlen, dass GCode die Funktionen des G200 nutzt, unabhängig davon, ob Sie ein DTHC-Gerät oder ein älteres THC-Gerät verwenden.
F – Kontaktvorschuss
Dies ist die Touch-Off-Vorschubgeschwindigkeit, die beim automatischen Antasten als Teil von G200 verwendet wird, wenn diese aktiv ist
P – Bohrhöhe
Dies legt die Lochstechhöhe fest, die als Teil von G200 verwendet wird, wenn diese aktiv ist.
Dies ist die Höhe, auf die der Brenner zum Durchstechen bewegt wird.
D – Pierce-Verzögerung
Dies ist die Penetrationsverzögerung, die als Teil des G200 verwendet wird, wenn es aktiv ist.
Dies ist die Zeit, die der Brenner wartet, bis das Material durchbricht, bevor er über Kopf weiter schneidet.
Dieser Wert wird in mS definiert, beispielsweise entspricht ein Wert von 2000 2 Sekunden
C – Schnitthöhe
Dies ist die Schnitthöhe, die im G200-Rahmen verwendet wird, wenn diese aktiviert ist.
Dies ist die Höhe, auf die sich der Brenner nach Abschluss des Lochstechens automatisch bewegt.
V – Scherspannung
Damit wird die Schnittspannung eingestellt, die der MASSO DTHC verwendet, um die Höhe des Brenners beim Schneiden einzustellen.
Wenn eine Spannung eingestellt ist, wird diese Spannung beim Schneiden beibehalten.
Die Spannung kann in Echtzeit mit den Tasten Torch Up und Torch Down auf dem F2-Display geändert werden. 
Bei jedem Tastendruck ändert sich die Spannung um 1 Volt.
Ein neuer Wert kann in das Feld „Abschaltspannung“ der Registerkarte „Plasma“ auf dem F2-Bildschirm eingegeben werden 
Wenn der Wert von V ist in G200 auf 0 eingestellt. MASSO verwendet die Option „Auto-Spannung“, bei der das System bei jedem Start des Plasmas die Spannung in der Schnitthöhe misst und diese Spannung dann für den Rest des Schnitts hält.
A – Anti-Durchhängen
Beachten Sie, dass diese Einstellung noch nicht implementiert ist, sondern zu einem späteren Zeitpunkt hinzugefügt wird)
Das Legt den Anti-Squat-Prozentwert für die Vorwärtsgeschwindigkeit fest. Wird verwendet, um die Z-Achse zu sperren, wenn die Achse langsamer wird, um zu verhindern, dass der Brenner auf das Material fällt. Dies geschieht normalerweise beim Schneiden von Lichtbögen.
Dieser Wert ist ein Prozentsatz der Vorschubgeschwindigkeit der X- und Y-Achse, unterhalb dessen die Z-Achse bei THC-Steuerung sperrt, um zu verhindern, dass sich der Brenner durch das Material bewegt. Die Achse wird entriegelt und der THC nimmt den Betrieb wieder auf, sobald die Fahrgeschwindigkeit diesen Wert überschreitet.
O - ohmsch
Dies ist der ohmsche Aktivierungsparameter.
MASSO verfügt über 2 Touch-Eingänge, die für Plasma-Touch verwendet werden können. Taktiles Plasma und ohmsches Plasma 
Wenn O0 eingestellt ist, wird der Plasma-Touch verwendet. Dabei handelt es sich in der Regel um einen im Brenner eingebauten Schalter, der aktiviert wird und dann den Brenner gegen die Oberfläche des Materials drückt.
Diese Eingabe wird dann zur Berechnung der Höhe des Brenners verwendet. 
Wenn O1 eingestellt ist, wird Plasma-Ohm verwendet. Diese Art von Kontakt nutzt die elektrische Verbindung zwischen der Brennerspitze und dem Material selbst, um die Höhe des Brenners zu erfassen.
Ohmic Touch verwendet keinen Offsetwert.
Sie können beide Touch-Arten an Ihrem Gerät konfigurieren und diejenige auswählen, die Ihnen im Moment am besten passt.
Es kann jeweils nur einer aktiv sein.
Sie können mit der ohmschen Taste manuell zwischen ihnen wechseln 
Ohmsch ist aktiv, wenn gelb 
S-Stopp
Beim Bohren durch dickeres Material bewegt sich geschmolzenes Metall über die Materialoberfläche, bis das Material geschnitten wird.
Dies kann zu Ablagerungen auf der Materialoberfläche führen, über die der Brenner stolpern kann.
Die Verwendung des S-Parameters in der G200 kann beim Schneiden von Material mit diesem Problem verwendet werden.
Wenn S1 eingestellt ist und ein M3-Befehl ausgegeben wird, berührt der Brenner das Material, bewegt sich auf die Lochstechhöhe und nach Ablauf der Lochstechverzögerung schaltet sich das Plasma ab und der Brenner steigt in die d-Position. Ursprung Z.
Diese Meldung erscheint auf dem Bildschirm.
Die Materialoberfläche kann nun gereinigt werden und wenn Sie fertig sind, wird die Zyklusstarttaste gedrückt.
Der Brenner wird schnell auf Schnitthöhe abgesenkt, das Plasma wird gezündet und der Schnitt beginnt.
Diese Sequenz wird bei jedem M3-Befehl ausgeführt.
Wenn S0 eingestellt ist, gibt es zwischen dem Einstechen und dem Anfahren der Schnitthöhe keine Pause.
Der Standardwert ist S0, wenn MASSO aktiviert ist
Der letzte Wert von S bleibt gespeichert, bis MASSO geändert oder erneut aktiviert wird.
Nach dem Bohren von dickem Material bleiben Ablagerungen zurück