English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Gravure/Découpe Laser

- Outil 111
- Pour passer à Laser, émettez une commande T111 M06 dans MDI et incluez-la dans votre fichier Gcode pour vous assurer qu'elle passe au bon écran lorsque vous exécutez votre fichier Gcode.
- Ce laser est utilisé pour la gravure et la découpe et doit être utilisé avec un laser capable de se connecter à une sortie TTL.
- Son intensité est contrôlée par PWM.
- PWM est contrôlé par la commande S en mode laser.
- La fréquence PWM peut être réglée entre 4 Khz et 60 Khz selon les besoins.
- Le décalage X, Y et Z par rapport à la broche principale peut être saisi dans le Page de configuration multi-têtes
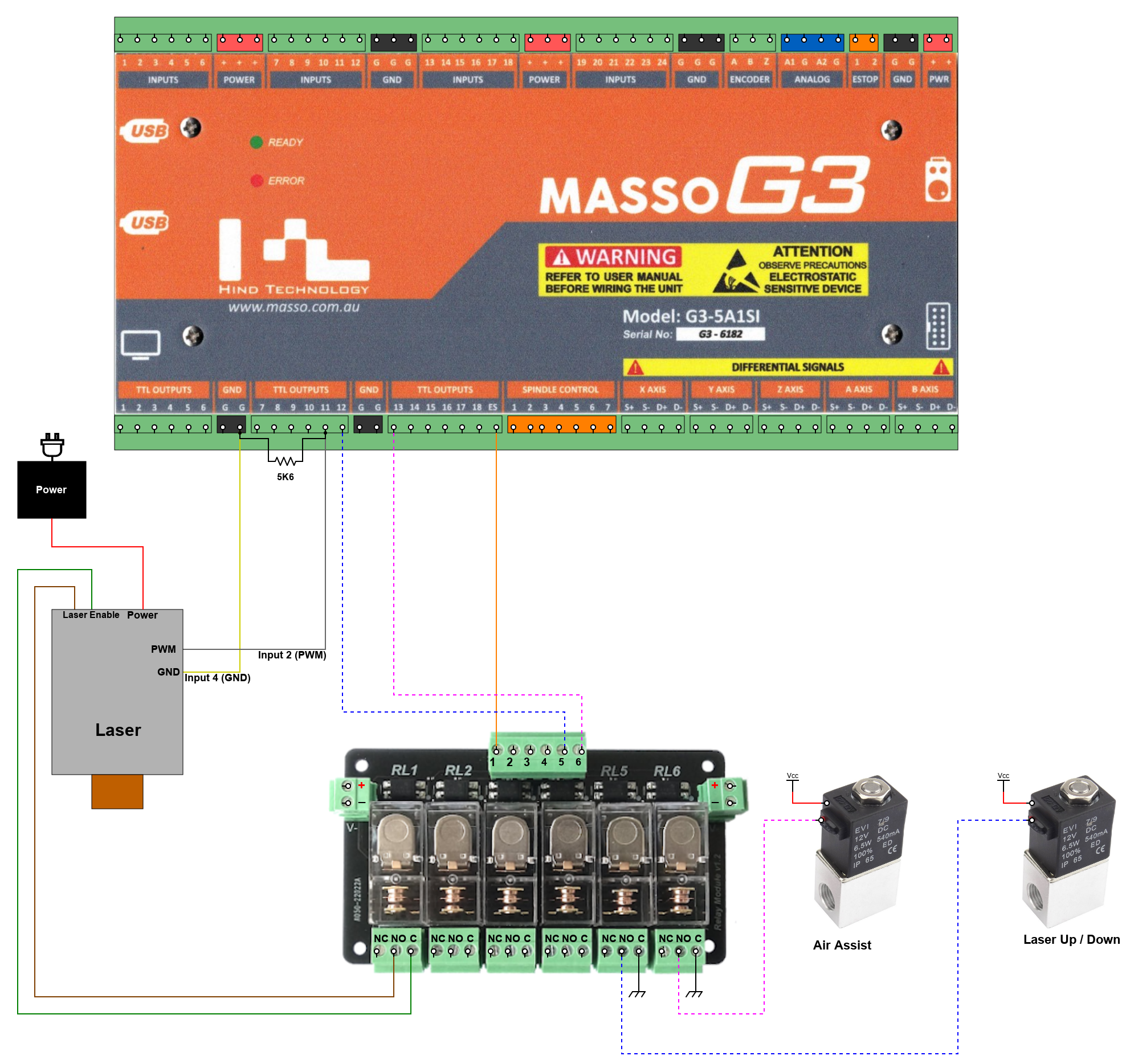
- Une sortie PWM dédiée est prévue sur la sortie 11 du MASSO et doit être configurée en gravure/découpe laser. Aucune autre sortie ne peut être utilisée pour la sortie PWM.
- Une sortie est fournie pour déplacer la tête laser en position ou peut être utilisée pour activer/désactiver le laser pour plus de sécurité. (Laser haut/bas)
- Une sortie d'assistance aérienne activée et désactivée via les commandes Gcode M8/M9 est fournie.
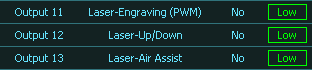
Affectation de la sortie laser
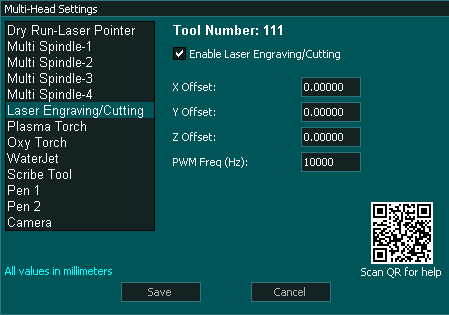
Configuration à plusieurs têtes
Installation et configuration d'un laser à MASSO
Configuration laser générique
AVERTISSEMENT : L'exemple suivant est destiné à illustrer le concept de câblage d'un tel système. Le câblage réel de votre machine dépendra du matériel utilisé et de vos besoins. Consultez votre manuel d'utilisation pour connaître la manière correcte de câbler le matériel sélectionné. En cas de doute, consultez un ingénieur électricien qualifié pour vous aider à câbler votre machine.