

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Plasmabrenner und MASSO DTHC

Der Plasmabrenner kann mit und ohne MASSO DTHC verwendet werden.
- Werkzeug 112
- Um Plasma zu ändern, geben Sie einen T112 M06- Befehl in MDI ein und fügen Sie ihn in Ihre Gcode-Datei ein, um sicherzustellen, dass beim Ausführen Ihrer Gcode-Datei auf die richtige Anzeige umgeschaltet wird.
- Dadurch werden Plasma und Fräsen in derselben Software integriert, sodass ein Benutzer mit einer Doppelmaschine nicht zwischen der Software wechseln muss, um die eine oder andere zu verwenden.
- Der X-, Y- und Z-Versatz von der Hauptspindel kann auf der Mehrkopf-Konfigurationsseite eingegeben werden
- Es wird ein Torch Touch-Offset bereitgestellt, um den Aktivierungsabstand zu berücksichtigen, der zum Aktivieren eines taktilen Schalters erforderlich ist.
- Zur Höhenverstellung des Plasmabrenners können ohmsche und taktile Schalter verwendet werden.
- Wenn es sich um eine Mehrkopfmaschine handelt, ist die Funktion „Plasma Up/Down“ vorgesehen, um den Plasmabrenner in die richtige Position zu bringen. zum Beispiel Plasma und Spindel.
- Zum Ein- und Ausschalten des Plasmalichtbogens ist ein Plasma-Ein/Aus-Schalter vorhanden.
- Auf dem F2-Bildschirm wird die Anzahl der Schläge aufgezeichnet, damit der Benutzer den Verschleiß der Verbrauchsmaterialien überwachen kann. Dieser Wert bleibt im Speicher erhalten, wenn die Stromversorgung ausgeschaltet wird.
- Der Plasmabrenner kann ohne THC verwendet werden, wenn dies nicht erforderlich ist.
- Die THC-Unterstützung wird über das MASSO DTHC-Modul und ältere THC Up/Down-Einheiten bereitgestellt.
- Das MASSO DTHC-Modul wurde ausschließlich für den Einsatz und die Integration mit der Plasma Torch Multi-Head-Software entwickelt.
- Weitere Informationen zu DTHC finden Sie unter MASSO_DTHC
- Weitere Informationen zum Einrichten älterer THCs finden Sie hier
- Für den MASSO DTHC-Eingang steht am MASSO 9-Eingang ein eigener Eingang zur Verfügung. Für den MASSO DTHC-Eingang können keine anderen Eingänge verwendet werden.
- Ein neuer Gcode G200 wurde für die Arbeit mit Plasma eingeführt und ist ein integraler Bestandteil des MASSO DTHC-Moduls, wird aber auch mit bestehenden THCs verwendet.

MASSO DTHC-Eingabezuordnung
INFORMATION: Der Normalzustand des Plasma-MASSO DTHC-Eingangs im Betrieb und im Ruhezustand ist ein ständiger Wechsel zwischen High und Low. Wenn der Eingang einen konstanten Low-Zustand anzeigt, überprüfen Sie Ihre Verbindung.

Zuweisung des Plasmaeingangs

Zuweisung des Plasmaausgangs
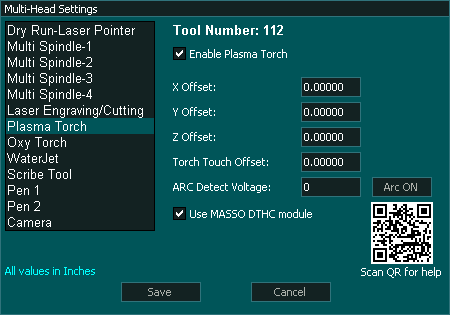
Konfiguration mit mehreren Köpfen
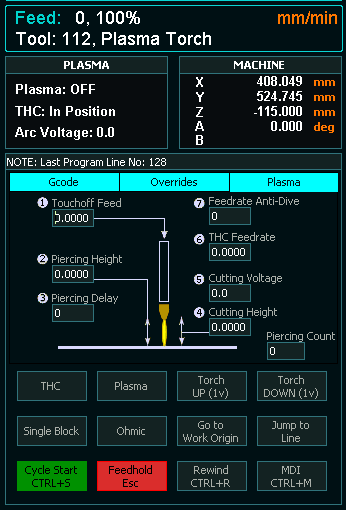
F2-Bildschirm
- Auf der Registerkarte „Plasma F2“ stehen 7 Parameter zur Verfügung, um eine einfache Einstellung des Plasmabrenners beim Schneiden zu ermöglichen.
- Jedes Parameterfeld kann angeklickt und ein neuer Wert in das Feld eingegeben werden.
- Gewindeschneiden und Bohren sind in MASSO Plasma automatisiert und erfolgen bei jedem M3-Befehl vor dem Erreichen der Schnitthöhe und werden durch die Parameter 1–4 gesteuert.
- Die THC-Spannung kann direkt in MASSO eingestellt und geändert werden, indem ein neuer Wert eingegeben oder die Tasten „Brenner hoch/runter“ auf dem Bildschirm verwendet werden, wodurch die Spannung um 1 Volt geändert wird.
- Die THC-Vorschubgeschwindigkeit kann nach Bedarf angepasst werden, wodurch die Geschwindigkeit der Z-Achse bei THC-Steuerung angepasst wird.
- Die Anti-Sink-Vorschubgeschwindigkeit ist ein Prozentsatz der Vorschubgeschwindigkeit der XY-Achse. Wenn sie unter diesen Wert fällt, wird die Z-Achse bei THC-Steuerung gesperrt, um zu verhindern, dass der Brenner herunterfällt und das Material berührt.
- Die Parameter 1,2,3,4,5 und 7 können als Teil der Gcode-Datei festgelegt werden. Gcode G200-Befehl
- Parameter 6 wird mit dem Gcode M667-Befehl eingestellt
- Vorschuss deaktivieren
- Bohrhöhe
- Bohrverzögerung
- Schnitthöhe
- Abschaltspannung
- THC-Futterrate
- Anti-Dive nach vorne
Einstellung
- Aktivieren Sie den Plasmabrenner im Mehrkopfdisplay.
- Weisen Sie mithilfe von Ohmic Touch einen Eingang für die Plasma-Ohm-Identifikation zu.

- Weisen Sie Plasma Touch mithilfe eines Berührungsschalters einen Eingang zu.

- Weisen Sie einen Eingang für die Plasmabrennertrennung zu.

- Die Zuweisung eines Eintrags für Plasma-MASSO THC erfordert die Verwendung eines THC.

- Geben Sie den Versatz der X-, Y- und Z-Achse relativ zum Referenzwerkzeug auf dem Mehrkopf-Einrichtungsbildschirm des Plasmabrenners ein. Dies könnte der Versatz der Hauptspindel sein, wenn Sie eine solche verwenden. Wenn es sich jedoch um eine eigenständige Plasmamaschine handelt, belassen Sie diese Werte bei 0.
- Geben Sie den Brenner-Touch-Offset-Wert ein, wenn Sie Plasma-Touch mit integriertem Schalter verwenden.
- Weisen Sie einen Plasmaausgang zu, um den Plasmabrenner ein-/auszuschalten.

- Weisen Sie ein Plasma-Auf/Ab zu, wenn es erforderlich ist, Ihren Brenner in Position zu bringen.

Plasmalogik
- Der Plasmaausstoß nach oben/unten wird verringert, um den Brenner in die obere Position zu bewegen.
- Auf der Registerkarte „Override“ steht eine Überschreibung der THC-Zufuhrrate zur Verfügung, und die THC-Zufuhrrate kann in Echtzeit angepasst werden.
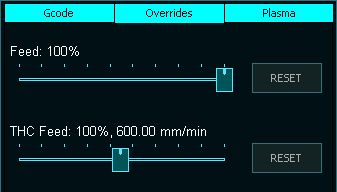
Aufhebung der THC-Zufuhrrate
Installation und Konfiguration von MASSO DTHC
Informationen zur Installation und Konfiguration von MASSO DTHC finden Sie hier
Info: Alte THC-Geräte können mit der neuen Multihead-Software verwendet werden. Arc OK, THC Up und THC Down können wie im Abschnitt Proma THC 150 der Dokumentation gezeigt zugewiesen werden.