

 English
English  Spanish
Spanish  French
French  German
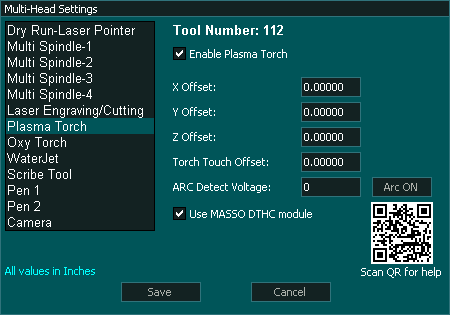
German 等离子炬和 MASSO DTHC

等离子炬可与或不与 MASSO DTHC 一起使用。
- 工具112
- 要更改 Plasma,请在 MDI 中输入T112 M06命令并将其粘贴到 Gcode 文件中,以确保在运行 Gcode 文件时切换到正确的显示。
- 这将等离子和铣削集成到同一个软件中,因此拥有双机器的用户无需在软件之间切换即可使用其中之一。
- 可以在多头配置页面上输入距主轴的 X、Y 和 Z 偏移
- 提供手电筒触摸偏移来考虑激活触觉开关所需的激活距离。
- 欧姆和触觉开关可用于调节等离子炬的高度。
- 如果是多头机器,则提供“等离子上升/下降”功能,将等离子炬放在正确的位置。例如等离子和主轴。
- 等离子开/关开关可用于打开和关闭等离子弧。
- F2 屏幕记录点击次数,以便用户监控易损件磨损情况。当电源关闭时,该值会保留在内存中。
- 如果没有必要,可以在没有 THC 的情况下使用等离子炬。
- THC 支持通过 MASSO DTHC 模块和传统 THC Up/Down 单元提供。
- MASSO DTHC 模块专为与 Plasma Torch Multi-Head 软件一起使用和集成而设计。
- 有关 DTHC 的更多信息,请参阅MASSO_DTHC
- 有关设置旧 THC 的更多信息,请单击此处
- MASSO 9 输入处有一个单独的输入可用于 MASSO DTHC 输入。 MASSO DTHC 输入不能使用其他输入。
- 引入了新的 Gcode G200,可与等离子配合使用,它是 MASSO DTHC 模块的组成部分,但也可与现有 THC 一起使用。

MASSO DTHC 输入映射
信息:运行和空闲期间 Plasma MASSO DTHC 输入的正常状态是高低之间的恒定循环。如果输入显示持续低状态,请检查您的连接。

等离子输入分配

等离子输出分配
多头配置
F2屏幕
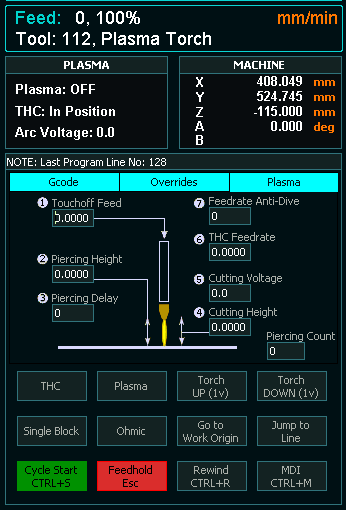
- “Plasma F2”选项卡上有 7 个可用参数,可在切割时轻松调整等离子割炬。
- 可以单击每个参数字段并在该字段中输入新值。
- 攻丝和钻孔在 MASSO Plasma 中实现自动化,并在达到切割高度之前随每个 M3 命令一起发生,并由参数 1-4 控制。
- THC 电压可以直接在 MASSO 中设置和更改,方法是输入新值或使用屏幕上的“燃烧器向上/向下”按钮,这会将电压更改 1 伏。
- THC进给速度可根据需要调节,调节THC控制下的Z轴速度。
- 防缩进给速率是 XY 轴进给速率的百分比。如果低于此值,THC 控制将锁定 Z 轴,以防止割炬掉落并接触材料。
- 参数 1、2、3、4、5 和 7 可以设置为 Gcode 文件的一部分。 G代码 G200 指令
- 参数 6 使用 Gcode M667 命令设置
- 停用预付款
- 钻孔高度
- 钻井延迟
- 切割高度
- 关断电压
- THC 投喂率
- 防前俯
态度
- 激活多头显示器中的等离子炬。
- 使用 Ohmic Touch 分配用于等离子欧姆识别的输入。

- 使用触摸开关将输入分配给 Plasma Touch。

- 为等离子炬分离分配一个输入。

- 为 Plasma MASSO THC 分配条目需要使用 THC。

- 在等离子炬多头设置屏幕上输入 X、Y 和 Z 轴相对于参考工具的偏移。如果您使用主轴,这可能是主轴的偏移。但是,如果是独立的等离子机,请将这些值保留为 0。
- 如果使用带集成开关的等离子触摸,请输入割炬触摸偏移值。
- 分配等离子输出以打开/关闭等离子炬。

- 如果需要将割炬移动到位,请分配等离子向上/向下。

等离子逻辑
- 上/下等离子输出减少,将割炬移至上方位置。
- “覆盖”选项卡上提供了 THC 传输速率覆盖,并且可以实时调整 THC 传输速率。
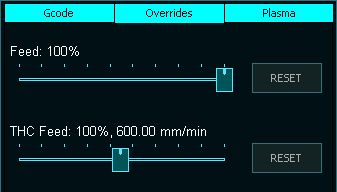
取消 THC 摄入率
MASSO DTHC 的安装和配置
有关安装和配置 MASSO DTHC 的信息可以在此处找到
信息:旧的 THC 设备可以与新的 Multihead 软件一起使用。 Arc OK、THC Up 和 THC Down 可以按照文档的Proma THC 150部分所示进行分配。