

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese G41- Compensación del cortador izquierdo
Esta función es solo para MASSO G3 y MASSO Touch y actualmente se encuentra en prueba Beta en la versión 5.100b disponible para descargar en MI TALLER
La cortadora se moverá hacia el lado izquierdo de la trayectoria de la herramienta original en la cantidad especificada por los parámetros de compensación.
Los parámetros de compensación se componen de 3 valores que funcionan juntos para especificar el valor de compensación.
El desplazamiento de la trayectoria de la herramienta se calcula de la siguiente manera:
Desplazamiento de la trayectoria = (Diámetro de la herramienta + Diámetro de desgaste) / 2 + Valor P
Diámetro de la herramienta: este es el diámetro nominal de la cortadora, por ejemplo, 10 mm y se encuentra en la tabla de herramientas de la pantalla F4. Si la compensación de la herramienta se realiza en CAM, esto se puede dejar en 0.
Diámetro de desgaste: este es el ajuste de desgaste de la fresa sobredimensionada o insuficiente y se encuentra en la tabla de herramientas de la pantalla F4.
Valor P: este es el radio para compensar la trayectoria de la herramienta y generalmente se usa en Gcode codificado a mano.
Para obtener una explicación más detallada sobre la gestión de herramientas en la tabla de herramientas F4, consulte la sección Gestión de valores de diámetro y desgaste de herramientas en la parte inferior de la página.
Sintaxis y parámetros
- G41 - MASSO utiliza los valores de Diámetro y Desgaste especificados para la herramienta actual
- Valor P : este es el radio para compensar la trayectoria y se agrega al desplazamiento del diámetro de desgaste. Si no se especifica ningún valor P, se utilizará el diámetro de desgaste en la tabla de herramientas F4.
- Diámetro de la herramienta : este es el diámetro del cortador y es un valor positivo.
- Diámetro de desgaste : indica cuánto desgaste hay en el diámetro de la herramienta. Este valor se ingresa como un número negativo para una herramienta de tamaño insuficiente, mientras que se puede usar un valor positivo para una herramienta de gran tamaño.
Programa de ejemplo
N10 T1M06 N20G41
N10 T1M06 N20G41P5
N10 T1M06 N20 G00 X-50 Y-25 Z25 N30 G01 Z-5 F250 N40 G41 N50 X-25 (entrada) N60X100 N70 Y-100 N80X25 N90Y25 N100 G40 N110 X25 Y50 (Salida de salida) N120 G00 Z25

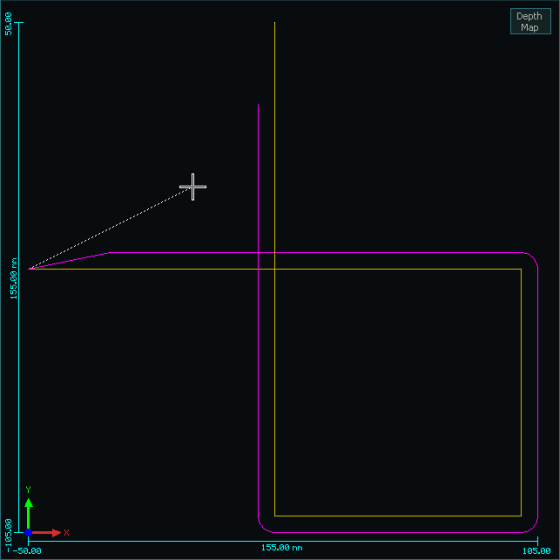

La trayectoria compensada se muestra en ROJO
Nota: El movimiento final no se muestra en la trayectoria de la herramienta compensada después de que se desactiva la compensación del cortador.
Solución de problemas
Si su trayectoria compensada muestra bucles como se muestra en el siguiente ejemplo, significa que el tamaño del cortador compensado es demasiado grande para el propósito y está provocando que las líneas de la trayectoria se crucen entre sí.
Seleccione una cortadora más pequeña y más adecuada para el trabajo.
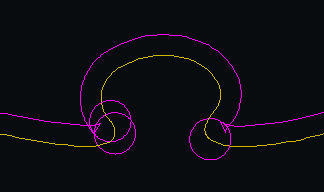
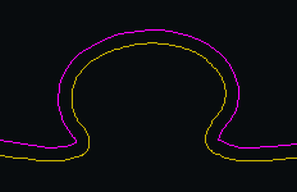
Cortador demasiado grande Tamaño de cortador correcto
ADVERTENCIA: Las siguientes reglas de Compensación del cortador son importantes y no seguirlas puede causar resultados impredecibles y daños a la pieza que se está mecanizando o a la máquina misma.
Reglas de compensación del cortador
- Las rutas de compensación del cortador se calculan y muestran cuando se carga el archivo Gcode.
- Las esquinas exteriores se redondean automáticamente.
- Válido únicamente en el plano G17 XY
- Sólo válido para movimientos de los ejes X e Y.
- No incluya movimientos de los ejes Z, A o B en la sección compensada de su archivo Gcode, ya que esto puede causar resultados impredecibles.
- Muévase a la altura de corte requerida antes de activar la compensación del cortador.
- No incluya movimientos que no sean cortantes en la sección compensada de su archivo Gcode, ya que esto puede causar resultados impredecibles. Por ejemplo, encender o apagar el refrigerante.
- Se requiere un traslado previo a un lugar seguro al inicio de la compensación.
- Se requiere una guía de salida a un lugar seguro al final de la compensación.
- El movimiento de salida no se muestra en la pantalla como un movimiento compensado.
- Utilice movimientos lineales tanto para la entrada como para la salida.
- La distancia de entrada y salida debe ser mayor que el radio del cortador.
- Especifique las coordenadas X e Y en el primer movimiento después de salir de la compensación del cortador o puede experimentar un movimiento impredecible.
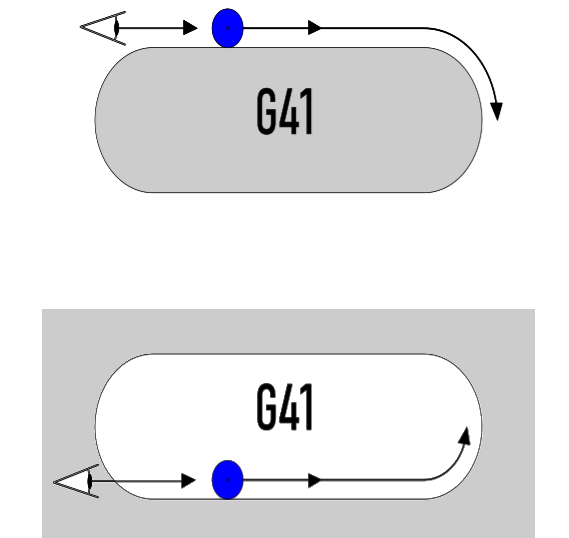
La mejor manera de pensar en G41 es que usted está parado detrás del cortador mientras éste se aleja de usted.
El cortador se moverá al lado izquierdo de la trayectoria de la herramienta original.
Gestión del diámetro de la herramienta, el diámetro de desgaste y el valor P
La compensación del cortador MASSO ha sido diseñada para ofrecer la máxima flexibilidad y compatibilidad.
Hay varias formas diferentes en que los usuarios pueden administrar sus herramientas en la tabla de herramientas dependiendo de lo que les funcione mejor y a qué ya estén acostumbrados.
Los valores de diámetro de herramienta y diámetro de desgaste especificados para la herramienta actual se aplican automáticamente cada vez que se activa G41.
Cálculo de compensación de herramienta
El valor de compensación utilizado para compensar la cortadora se compone de 3 parámetros.
Diámetro de herramienta, diámetro de desgaste y valor P
El desplazamiento de la trayectoria de la herramienta se calcula de la siguiente manera:
Desplazamiento de la trayectoria = (Diámetro de la herramienta + Diámetro de desgaste) / 2 + Valor P
Valor P
El valor P se utiliza para especificar un desplazamiento del cortador en Gcode y es el radio para compensar la trayectoria de la herramienta. por ejemplo, un cortador de 10 mm usaría un valor P de 5 mm
Por lo general, se usa en Gcode codificado a mano, donde puede codificar manualmente una trayectoria de herramienta simple y desea compensar el cortador para tener en cuenta el radio de la herramienta en lugar de tener que tenerlo en cuenta en el Gcode mismo.
Es mucho más fácil codificar manualmente un cuadrado de 100 mm sin tener en cuenta el cortador y luego usar un valor P para compensar el cortador que calcular las coordenadas de una herramienta en particular.
Esto se usaría en una máquina donde el diámetro de la herramienta está establecido en 0 en la tabla de herramientas F4, lo cual sería típico donde la compensación de la herramienta se calcula en CAM o no se usa la compensación del cortador.
Si tiene un diámetro de desgaste asignado a la herramienta, esto se tendrá en cuenta cuando se calcule la compensación.
No sería común que el Valor P se use con el Diámetro de la herramienta, pero es posible que tenga una aplicación en la que desee usarlo.
Diámetro de la herramienta
La forma en que se utiliza el valor del diámetro de la herramienta dependerá de su Gcode.
Si el desplazamiento de la trayectoria de la herramienta se administra en su software CAM, entonces el diámetro de la herramienta se dejará en 0. Esta sería la situación más común al usar el software CAM.
Si la Ruta de la herramienta aún no tiene el desplazamiento de la herramienta incluido dentro del Gcode, como un archivo Gcode codificado a mano, entonces el valor del Diámetro de la herramienta se puede utilizar para compensar la herramienta.
Esto es lo mismo que usar el valor P excepto que el desplazamiento se almacena en la tabla de herramientas F4 en lugar de estar en el Gcode mismo.
El valor del diámetro de la herramienta puede ser el diámetro real de la fresa teniendo en cuenta la cantidad de desgaste que pueda tener la fresa.
Alternativamente, puede ser el diámetro nominal de la fresa y el ajuste final del tamaño de la fresa se puede realizar utilizando el valor del diámetro de desgaste.
Diámetro de desgaste
El diámetro de desgaste se utiliza para ajustar el diámetro de la herramienta a medida que la herramienta se desgasta con el uso.
El diámetro de desgaste se puede utilizar sin el diámetro de la herramienta o un valor P
También se puede utilizar para indicar que una herramienta está sobredimensionada.
- Un valor de desgaste negativo significa que una herramienta tiene un tamaño insuficiente.
- Un valor de desgaste positivo significa que una herramienta está sobredimensionada.
Ejemplo
Una herramienta de 10 mm con un desgaste de -0,5 mm indica que la herramienta tiene un tamaño insuficiente y tiene un diámetro de 9,5 mm.
10 + (-0,5) = herramienta de 9,5 mm
Una herramienta de 10 mm con un desgaste de 0,5 mm indica que la herramienta está sobredimensionada y tiene 10,5 mm de diámetro.
10 + (0,5) = herramienta de 10,5 mm