

 English
English  Spanish
Spanish  French
French  German
German G41-左刀具补偿
此功能仅影响 MASSO G3 和 MASSO Touch,目前正在 5.100b 版本中进行 Beta 测试,可在 MY WORKSHOP 中下载
刀具向原始刀具路径的左侧移动偏移设置中指定的量。
偏移设置由 3 个值组成,它们共同作用来设置偏移值。
刀具路径偏移计算如下:
路径偏移=(刀具直径+磨损直径)/2+P值
刀具直径 – 这是刀具的标称直径,例如 10mm,可以在 F4 屏幕上的刀具表中找到。如果刀具补偿是在 CAM 中完成的,则可以保留为 0。
磨损直径:这是尺寸过大或尺寸过小的刀具的磨损设置,位于 F4 屏幕上的刀具表中。
P 值:这是偏移刀具路径的半径,通常用于手动编码的 G 代码中。
有关 F4 刀具表中刀具管理的更详细说明,请参阅页面底部的管理刀具直径和磨损值部分。
语法和参数
- G41 – MASSO 使用当前刀具指定的直径和磨损值
- P 值– 这是补偿路径的半径,并添加到磨损直径偏移中。如果未指定 P 值,则使用刀具表 F4 中的磨损直径。
- 刀具直径– 这是刀具的直径,为正值。
- 磨损直径——表示刀具直径的磨损程度。对于尺寸过小的刀具,该值输入为负数,而对于尺寸过大的刀具,可以使用正值。
示例程序
N10 T1M06 N20G41
N10 T1M06 N20G41P5
N10 T1M06 N20 G00 X-50 Y-25 Z25 N30 G01 Z-5 F250 N40G41 N50 X-25(入门) N60X100 N70 Y-100 N80X25 N90Y25 N100G40 N110 X25 Y50(输出输出) N120 G00 Z25

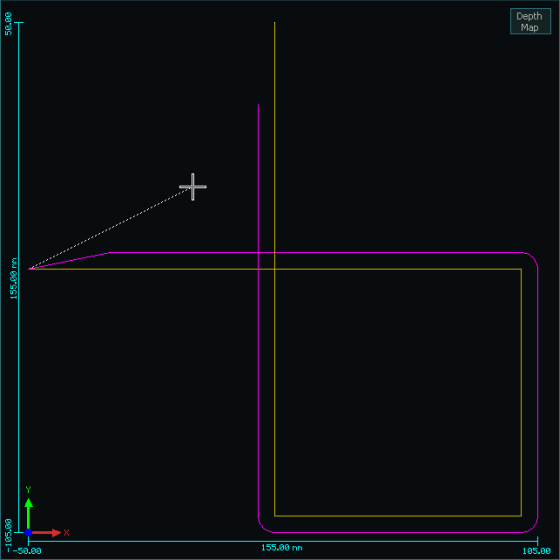

偏移路径显示为红色
注意:禁用切削补偿后,最终移动不会出现在偏置刀具路径中。
解决问题
如果您的偏置刀对于此目的来说太大并且路径线相互交叉。
选择更适合该任务的小型割草机。
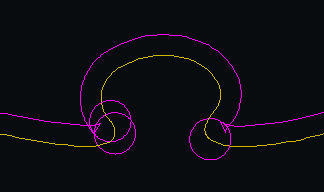
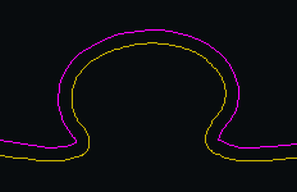
切刀太大正确的切割尺寸
警告:以下切削偏移规则很重要,忽略它们可能会导致不可预测的结果,并对正在加工的零件或机器本身造成损坏。
草莓采摘规则
- 加载 Gcode 文件时会计算并显示切割偏移路径。
- 外角自动变成圆角。
- 仅在 G17 XY 计划中有效
- 仅适用于 X 和 Y 轴运动。
- 不要在 Gcode 文件的偏移部分中包含 Z、A 或 B 轴移动,因为这可能会产生不可预测的结果。
- 在激活切割补偿之前设置所需的切割高度。
- 不要在 Gcode 文件的偏移部分中包含非切削运动,因为这可能会产生不可预测的结果。例如,打开或关闭冷却剂。
- 补偿开始时,需要事先转移到安全的地方。
- 清理结束时,需要有一个通往安全地点的路标。
- 伸展运动不会在屏幕上显示为补偿运动。
- 使用线性运动进入和退出。
- 进入和退出距离必须大于刀具半径。
- 指定离开刀具偏置后第一次移动时的 X 和 Y 坐标,否则可能会发生不可预测的移动。
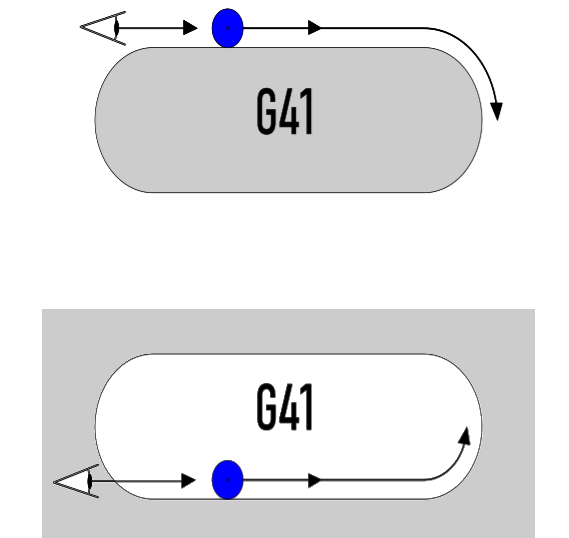
想象 G41 的最佳方式是站在刀子后面,当它远离你时。
刀具移动到原始刀具路径的左侧。
刀具直径、磨损直径和 P 值管理
MASSO 切割偏置旨在提供最大的灵活性和兼容性。
用户可以通过不同的方式来管理工具表中的工具,具体取决于最适合他们的方式以及他们已经习惯的方式。
每次激活 G41 时,都会自动采用为当前刀具指定的刀具直径和磨损直径值。
刀具偏置的计算
用于补偿刀具的补偿值由 3 个参数组成。
刀具直径、磨损直径和 P 值
刀具路径偏移计算如下:
路径偏移=(刀具直径+磨损直径)/2+P值
P值
P 值用于指定 G 代码中的刀具偏置,是刀具路径偏置的半径。例如,10mm 刀具将使用 5mm 的 P 值
通常在手动编码的 G 代码中使用,当您可能想要手动编码简单的刀具路径并偏移刀具以考虑刀具半径而不是在 G 代码本身中考虑它时。
与计算特定刀具的坐标相比,在不考虑刀具的情况下手动编码 100mm 的正方形,然后使用 P 值补偿刀具要容易得多。
这将用于 F4 刀具表中刀具直径设置为 0 的机床,这在 CAM 中计算刀具偏置或不使用铣削偏置时很常见。
如果您为刀具指定了磨损直径,则在计算偏移时将考虑到这一点。
将 P 值与刀具直径一起使用并不常见,但您可能有一个想要使用它的应用程序。
刀具直径
如何使用刀具直径值取决于您的 G 代码。
如果在 CAM 软件中管理刀具路径偏移,则刀具直径保持为 0。这是使用 CAM 软件时最常见的情况。
如果刀具路径尚未包含 G 代码中的刀具偏移,例如例如,在手动编码的 Gcode 文件中,刀具直径值可用于补偿刀具。
这与使用 P 值相同,只是偏移量存储在 F4 刀具表中而不是 G 代码本身中。
刀具直径的值可以是刀具的实际直径,同时考虑到刀具的磨损程度。
或者,这也可以是刀具的标称直径,并且可以使用磨损直径的值来对刀具尺寸进行最终调整。
磨损直径
磨损直径允许您在刀具磨损时调整刀具直径。
磨损直径可以在没有刀具直径或 P 值的情况下使用
它还可用于指示工具尺寸过大。
- 负磨损值意味着刀具尺寸过小。
- 正磨损值意味着刀具尺寸过大。
例子
10mm 的刀具出现 -0.5mm 的磨损表明该刀具太小,直径为 9.5mm。
10 + (-0.5) = 9.5mm 刀具
10mm 的刀具有 0.5mm 的磨损表明该刀具尺寸过大,直径为 10.5mm。
10 + (0.5) = 10.5mm 刀具