

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Messen Sie die Länge des Tastkopfes


Damit ein Messtaster zur Werkzeugeinstellung verwendet werden kann, muss dessen Länge in der Werkzeugtabelle F4 eingetragen werden.
Wie Sie dies tun, hängt von der Art des Werkzeugeinstellgeräts ab, über das Ihre Maschine verfügt.
Werkzeugeinstellgeräte sind in zwei Ausführungen erhältlich
- Plattenförmige Werkzeughalter, deren Kontakt eine einfache Platte aus Aluminium oder ähnlichem ist. Berührungen werden erkannt, indem ein Stromkreis zwischen dem Werkzeug und der Platte geschlossen wird.
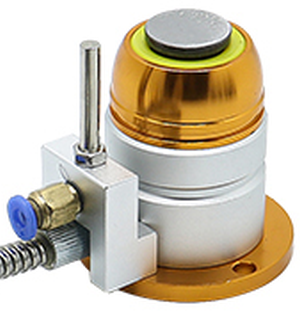
- Einstellwerkzeuge vom Schaltertyp mit einem Kolbenmechanismus, der einen Schalter aktiviert.
Fühlermontage
Da die Sonde nur einmal gemessen wird, ist es notwendig, sie wiederholt auf den Schaft zu laden, damit sich ihre Länge nicht ändert.
Wenn Sie einen automatischen Werkzeugwechsel verwenden, ist dies so einfach wie die Montage in einem Werkzeughalter.
Bei einem manuellen Werkzeugwechsel mit Spannzangenmuttern führen Sie einfach den Messtaster in die Spannzangenmutter ein, bis die Oberseite des Messtasters die Spannzangenmutter berührt und sich nicht mehr vorwärts bewegen lässt.
Dadurch wird jedes Mal eine wiederholbare Länge gewährleistet.
Methode zum Einstellen des Plattenwerkzeugs
ACHTUNG: Befolgen Sie diese Schritt-für-Schritt-Anleitung, sonst könnte Ihre Sonde beschädigt werden.
Im Folgenden wird davon ausgegangen, dass Sie bereits mit einem Eingang für den Messtaster und einem für den Werkzeugkonfigurator konfiguriert sind und beide ordnungsgemäß funktionieren.

Schritt 1
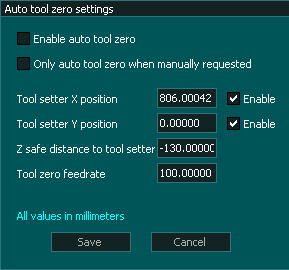
- Stellen Sie sicher, dass Auto Tool Zero auf Ihrer Maschine konfiguriert ist und ordnungsgemäß funktioniert.
2. Schritt
- Richten Sie Ihre Maschine wie gewohnt zu Hause ein.
Schritt 3
Schritt 4
- Notieren Sie sich Ihre aktuelle Werkzeugeinstellung und Tastereingangszuordnung.
- Weisen Sie auf dem F1-Bildschirm den Tastereingang als Werkzeugeinstellgerät zu.
Vor
Nach

Stellen Sie sicher, dass der Tool Configurator-Eingang auf High geht, wenn Sie Touch Probe berühren, bevor Sie fortfahren.
Schritt 5
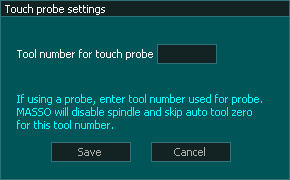
- Stellen Sie sicher, dass im Setup-Bildschirm F1/Touch Probe derzeit kein Werkzeug als Touch Probe zugewiesen ist, da sonst der nächste Schritt nicht funktioniert.
Schritt 6
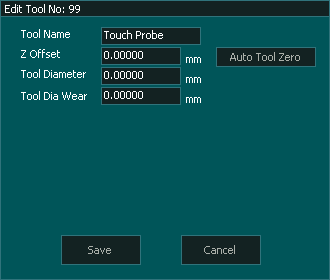
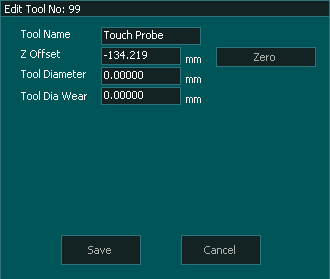
- Gehen Sie zur F4-Werkzeugtabelle und öffnen Sie die Antastwerkzeugnummer durch Doppelklick auf das Werkzeug.
- Drücken Sie „Zero Auto Tool“.
- Der Messtaster senkt sich über den Werkzeugpositionierer und stoppt, wenn er berührt und zurückgezogen wird.
- Der Z-Versatzwert wird aktualisiert, um die Länge der Sonde anzuzeigen.
- Drücken Sie zum Bestätigen und Beenden auf Speichern.
Schritt 7
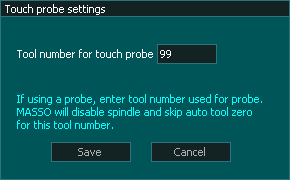
- Geben Sie im Setup-Bildschirm „F1/Touch Probe“ die Werkzeugnummer Ihres Touch Probe ein.
- Drücken Sie zum Bestätigen und Beenden auf Speichern
Schritt 8
- Ordnen Sie den Werkzeugmesstaster und den Messtaster wieder ihren ursprünglichen Einstellungen zu.
- Stellen Sie sicher, dass der Sondeneingang auf High geht, wenn Sie die Sonde berühren.
- Stellen Sie sicher, dass der Eingang zum Geräteeinsteller hoch geht, wenn der Geräteeinsteller den Boden berührt.
- Die Touch Probe-Kalibrierung ist abgeschlossen.
Werkzeugeinstellungsmethode ändern
Diese Art von Werkzeugsuchgerät erfordert eine andere Kalibrierungsmethode als die Länge des Werkzeugsuchgeräts.
Da der Werkzeugmesstaster und der Tastkopf über eingebaute Schalter verfügen, wird immer einer vor dem anderen ausgeführt, was zu ungenauen Ergebnissen führt.
ACHTUNG: Befolgen Sie diese Schritt-für-Schritt-Anleitung, sonst könnte Ihre Sonde beschädigt werden.
Im Folgenden wird davon ausgegangen, dass Sie bereits einen Eintrag für die Sonde und einen für den Werkzeugkonfigurator eingerichtet haben.
Schritt 1
- Stellen Sie sicher, dass Auto Tool Zero und Touch Probe auf Ihrer Maschine konfiguriert sind und beide ordnungsgemäß funktionieren.
2. Schritt
- Platzieren Sie Ihr Gerät wie gewohnt bei Ihnen zu Hause.
Schritt 3
Schritt 4
Schritt 5

Schritt 6
Schritt 7
Schritt 8
- Gehen Sie zur F4-Werkzeugreihe und öffnen Sie das Touch Probe-Werkzeug.
- Stellen Sie den Z-Versatz dieses Werkzeugs manuell auf 0 ein, indem Sie den aktuellen Eintrag löschen und 0 eingeben.
- Drücken Sie zum Bestätigen und Beenden auf Speichern.
Schritt 9
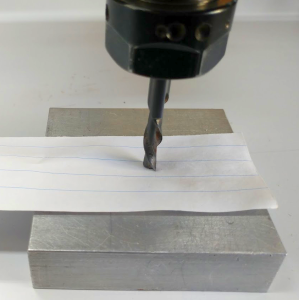
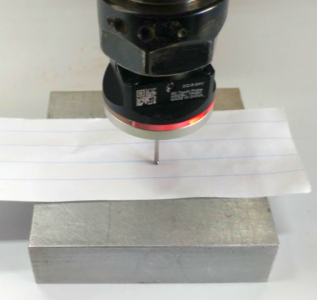
- Gehen Sie zum F3-Bildschirm und bewegen Sie die Sonde auf der Referenzoberfläche nach unten.
- Lassen Sie das Stück Papier auf der Oberfläche, da es Teil der ursprünglichen Referenzhöhe war.
- Stoppen Sie, wenn der Tastkopf anzeigt, dass Sie berührt haben. Wenn Sie keine Eingabeaufforderung erhalten, verwenden Sie die Tasteraufforderung oben auf dem Bildschirm F2.

Alternative Erhebungsmethode
- Eine andere Methode, den Messtaster manuell zur Referenzfläche zu bewegen, ist die Verwendung eines G38.2-Messtasterzyklus.
- Dies ist präziser als das Scrollen nach unten, da die Auflösung der Achsenschritte feiner ist als der kleinste Schritt nach vorne.
- Es wird abgesenkt, bis die Sonde einen Kontakt erkennt und anhält.
- Beginnen Sie mit der Sonde nahe der Referenzoberfläche, um die Sondierungszeit zu minimieren.
- Geben Sie in MDI den Befehl im folgenden Format ein: G38.2 Z-xxx Fxxx
- Zxxx ist die maximale Maschinenkoordinate, zu der sich die Z-Achse zum Antasten bewegen soll.
- Fxxx ist die Abfrageleistungsrate.
- Beispiel G38.2 Z-175 F100 (metrisch) oder G38.2 Z-6.9 F4.0 (imperial)
- Weitere Informationen zur Verwendung gerader Antastzyklen finden Sie in G38.2 .
Schritt 10
- Lesen Sie die DRO der Z-Achse und notieren Sie sie.
- Das -ve in dieser Zahl ist der Z-Versatz des Tastsystems.
- Im Beispiel unten beträgt der Offset -134.219

Schritt 11
- Gehen Sie zur F4-Werkzeugreihe und öffnen Sie das Touch Probe-Werkzeug.
- Legen Sie den neuen Z-Versatz für dieses Werkzeug manuell fest, indem Sie den aktuellen Eintrag löschen und den neuen Wert eingeben.
- Drücken Sie zum Bestätigen und Beenden auf Speichern.
Schritt 12
- Wenn Sie Auto Tool Zero in Schritt 7 deaktiviert haben, aktivieren Sie es erneut.
- Die Sondenlänge ist nun kalibriert.