

 English
English  Spanish
Spanish  French
French  German
German 测量探头头部的长度


为了使测头可用于对刀,其长度必须输入到刀具表 F4 中。
如何执行此操作取决于您的机器所具有的刀具预调器的类型。
刀具预调仪有两个版本
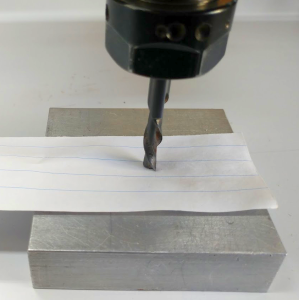
- 板状刀柄,其触点是简单的铝板或类似材料。通过完成工具和压板之间的电路来检测触摸。
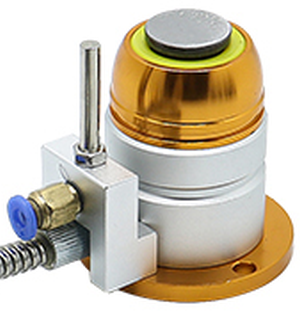
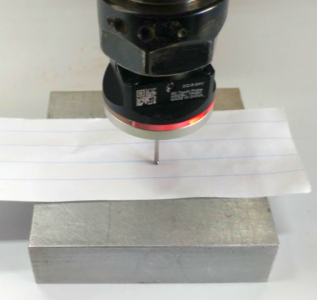
- 具有启动开关的柱塞机构的开关型调节工具。
传感器组件
由于探头仅测量一次,因此需要反复将其加载到轴上,以使其长度不发生变化。
使用自动换刀装置就像将其安装在刀架上一样简单。
对于使用夹头螺母的手动换刀,只需将探头插入夹头螺母,直到探头顶部接触夹头螺母并且不再向前移动。
这确保了每次都有可重复的长度。
板材工具的设置方法
注意:请按照这些分步说明进行操作,否则可能会损坏探头。
以下假设您已配置了探头的 1 个输入和工具配置器的 1 个输入,并且两者都工作正常。

步骤1
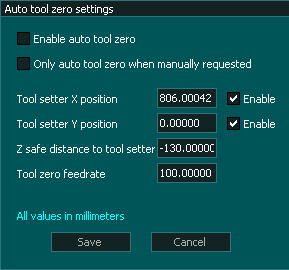
- 确保自动工具调零已在您的机器上配置并正常工作。
第二步
- 像往常一样在家中设置您的机器。
步骤3
步骤4
- 记下当前的工具设置和探头输入分配。
- 在 F1 屏幕上,将测头输入指定为对刀设备。
前
后

在继续操作之前,请确保在接触探头时工具配置器输入变高。
步骤5
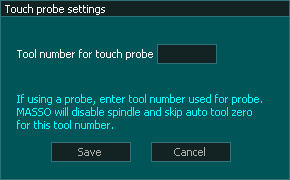
- 在 F1/触摸探针设置屏幕中,确保当前没有工具被指定为触摸探针,否则下一步将无法进行。
步骤6
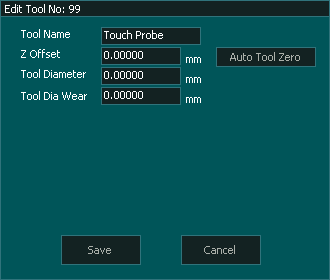
- 进入 F4 刀具表,双击刀具打开探测刀具编号。
- 按归零自动工具。
- 探头下降到刀具定位器上方,并在接触并缩回时停止。
- Z 偏移值更新以显示探头的长度。
- 按保存确认并退出。
步骤7
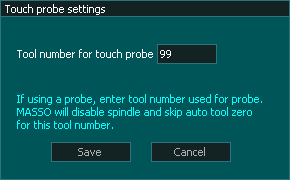
- 在 F1/接触式探针设置屏幕中,输入接触式探针的工具编号。
- 按保存确认并退出
步骤8
- 将对刀仪和测头重新分配至其原始设置。
- 确保触摸探头时探头输入变高。
- 确保当设备调节器接触地面时,设备调节器的输入变高。
- 接触式探针校准完成。
改变对刀方式
这种类型的刀具定位器需要与刀具定位器的长度不同的校准方法。
由于对刀仪和测头具有内置开关,其中一个总是先于另一个执行,从而导致结果不准确。
注意:请按照这些分步说明进行操作,否则可能会损坏探头。
下面假设您已经为探针设置了一个条目,并为工具配置器设置了一个条目。
步骤1
- 确保您的机器上配置了自动工具归零和接触探针,并且两者都正常工作。
第二步
- 像往常一样将您的设备放置在家中。
步骤3
步骤4
步骤5

步骤6
步骤7
步骤8
- 转到 F4 工具行并打开 Touch Probe 工具。
- 通过删除当前条目并键入 0,手动将此工具的 Z 偏移设置为 0。
- 按保存确认并退出。
步骤9
- 转到 F3 屏幕并将探头在参考表面上向下移动。
- 将纸留在表面上,因为它是原始参考高程的一部分。
- 当探头指示您已触摸时停止。如果没有收到提示,请使用屏幕顶部的 F2 按钮提示。

替代调查方法
- 另一种手动将测头移至参考表面的方法是使用 G38.2 测头循环。
- 这比向下滚动更精确,因为轴步长的分辨率比向前的最小步长更精细。
- 它将降低,直到探头检测到接触并停止。
- 从靠近参考表面的探头开始,以最大限度地缩短探测时间。
- 在 MDI 中,按以下格式输入指令:G38.2 Z-xxx Fxxx
- Zxxx 是 Z 轴在探测时应移动到的最大机器坐标。
- Fxxx是查询性能率。
- 示例 G38.2 Z-175 F100(公制)或 G38.2 Z-6.9 F4.0(英制)
- 有关使用均匀探测循环的更多信息,请参阅G38.2 。
步骤10
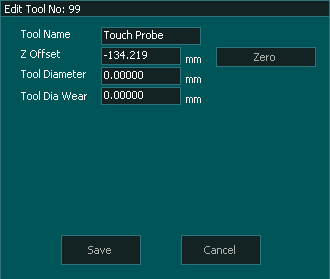
- 读取Z轴数显表并记下。
- 该数字中的 -ve 是探头的 Z 偏移。
- 在下面的示例中,偏移量为 -134,219

步骤11
- 转到 F4 工具行并打开 Touch Probe 工具。
- 通过删除当前条目并输入新值,手动设置该工具的新 Z 偏移。
- 按保存确认并退出。
步骤12
- 如果您在步骤 7 中禁用了自动工具调零,请再次启用它。
- 探头长度现已校准。