Dokumentation MASSO
Warnungen und Vorsichtshinweise
MUSKEL
miTaller
Fügen Sie einen DTHC hinzu
OEMs und Distributoren
Verbindungsmann DTHC
miTaller PRO
MASSO - Häufig gestellte Fragen
Über MASSO
MASSO Touch – Häufig gestellte Fragen
Kaufen Sie MASSO
Umbau von Maschinen und Konstruktionen
Motoren und Antriebe
Plasma
Tour
Encoder
Broschen
Werkzeugwechsler
5-Achsen-Bearbeitung
Bohrköpfe, Sägen und Erodiermaschinen
Unterstützung
So finden Sie Ihre MASSO-Seriennummer
Erste-Schritte-Anleitungen
MASSO installieren
Power MASSO Touch
Lebensmittel MASSO-G3
Stromversorgung des MASSO-G2
Passwort zurücksetzen
Anschließen eines Bildschirms
Tastatur- und Mausanschluss
Laden der Software auf MASSO Touch
Laden der Software auf MASSO-G3
Laden der Software auf MASSO-G2
MASS-Anpassungen
Allgemeine Konfiguration
Referenzkonfiguration
Schmierparameter
Werkzeugwechsler-Setup
Konfiguration der Achsen
Touch-Probe-Einstellungen
Automatische Einstellung des Werkzeugnullpunkts
Mehrkopfkonfiguration
QR-Scanner-Einstellungen
Benutzerkontoeinstellungen
Kalibrierungseinstellungen laden und speichern
Administrator- und Benutzerkennwörter
Verkabelung und Kalibrierung
QR-Scanner
Aktuelle Softwareversionen
Bearbeitung mit MASSO
Laden der Software auf MASSO-G3
Software auf MASSO-G2 laden
Administrator- und Benutzerkennwörter
Grafische Oberfläche
MASSO G3-GUI
MASSO G2-GUI
Controller-Alarme
Touchscreen-Schnittstelle
Tastaturkürzel und Tasten
Zeit- und Datumseinstellungen
Ausrichtung der Maschine
Laufen
des
Vorschubgeschwindigkeit abbrechen
Override der Spindeldrehzahl
MDI-Befehl
Erstellung neuer G-Code-Dateien
G-Code-Bearbeitung
Jobzähler zurücksetzen
Laden und Ausführen von G-Code
Setzen Sie das Programm fort oder überspringen Sie die Warteschlange
einzigartiges Pad
Wi-Fi-Konnektivität
MASSO-Link-Software
macOS-Anweisungen
Anleitung Windows
qr-codes erstellen
Kalibrierwerkzeuge
Schritte zur Kalibrierung des Drehwerkzeugs
Schritte zur Kalibrierung des Fräswerkzeugs
Arbeitsentschädigung
Fräserkompensation: Z-Verschleiß
Dialogprogrammierung
Drehbank-Gesprächsassistenten
Konversation Zauberermühle
Verwenden Sie Gesprächsassistenten
Automatisches Laden von G-Code
Sünde
Zyklus zur Messung der Oberseite des Teils
Seite der Teilemesszyklen
Eckenantastzyklen
Zentrale Palpationszyklen
Schnellstartanleitungen
Best Practices bei der Verkabelung von MASSO
Konfiguration des MASSO-Brechers
Konfiguration Plasma MASSO
MASSO-Drehmaschinenkonfiguration
Rundachse konfigurieren
Lasergravur konfigurieren
Installieren eines Opt-Lasers
Konfiguration von Lightburn
Konfigurieren Sie den MASSO QR-Scanner
Referenzsensor identifizieren und verbinden
Rückkehr zum Ziel
Anleitungen zur Fehlerbehebung
Masseschleifen
Symptome von Erdschleifenschäden
Optokoppler prüfen
VFD- und Pin-Test
Baumtest
G-Codes und Postprozessoren
Unterstützte G-Codes
G00 - Eilgang
G01 - Lineare Interpolationsbewegung
G02 - Kreisinterpolation (im Uhrzeigersinn)
G03 – Kreisinterpolation (gegen den Uhrzeigersinn)
G04 – Verweilen
G10 – Arbeitsvergütungswerte festlegen
G17 – Auswahl der XY-Ebene
G18 – Auswahl der ZX-Ebene
G19 – Auswahl der YZ-Ebene
G20 – Stellen Sie die Maschineneinheiten auf Zoll ein
G21 – Stellen Sie die Maschineneinheiten auf Millimeter ein
G28 – Zurück zur Maschinen-Home-Position
G30 - In Parkposition fahren
G32 – Gewindeschneidzyklus
G38.2 – Direkter Messzyklus
G38.6 - Abtastungszyklus
Automatische Nivellierung mit G38.6
G38.7 – Zentraler Palpationszyklus
G40 – Schnittkompensation deaktiviert
G41- Kompensation des linken Fräsers
G42 – Kompensation des rechten Fräsers
G53 – Bewegung in absolute Maschinenkoordinaten
G54 bis G59 – Werkstückversatz-Koordinatensystem auswählen
G54.1 – Erweiterte Arbeitszulagen
G73 – Hochgeschwindigkeitsbohren
G80 – Modale Bewegung abbrechen
G81 – Bohrzyklus
G82 – Festzyklus für permanentes Bohren
G83 – Tiefbohren für tiefere Löcher
G90 – Entfernungsmodus auf Absolut einstellen
G91 – Entfernungsmodus auf inkrementell einstellen
G92 – Temporäre Arbeitsentschädigung
G92.1 – Temporäre Werkstückversetzung aufheben
G93 – Inverser Zeitmodus
G94 - Modus Einheiten pro Minute
G95 – Vorschub pro Umdrehung
G96 – Konstante Oberflächengeschwindigkeit (CSS) aktivieren
G97 – Konstante Oberflächengeschwindigkeit (CSS) ausschalten
G98 – Festzyklus – Zurückziehen zum ursprünglichen Z
G99 – Festzyklus – Zurückziehen auf die R-Ebene
G200 – Plasmaparameter
G200 – Lasereinstellungen
T – Werkzeugnummer
MSG – Nachrichtensteuerung für Bildschirm- und Fernwarnungen
F - Vorschubgeschwindigkeit
Norden - Zahl
S - Geschwindigkeit / Intensität
( ) - Kommentare
Ungültiger G-Code
Unterstützte M-Codes
M00 – Programmstopp
M01 – Optionaler Programmstopp
M02 – Programmende
M03 – Pin auf (im Uhrzeigersinn)
M03 – Plasmabrenner eingeschaltet
M03 – Aktivierung der Laserleistung durch Bewegung
M04 – Pin ON (gegen den Uhrzeigersinn)
M04 - Laser sofort einschalten
M05 – Stecknadel ab
M05 – Plasmabrenner aus
M05 – Sofortiger Laserstopp
M06 – Werkzeugwechsel
M06.1 – Herunterladen von Tools
M07 – Nebelkühlmittel einschalten
M08 – Kühlmittel einschalten
M08 – Laser-Luftunterstützung aktiviert
M09 – Kühlmittel aus
M09 – Laser-Luftunterstützung deaktiviert
M10 – Spannfutter oder geschlossene Rundtischspannzange
M11 - Spannzange oder offener Rundtisch
M30 – Programmende und Rücklauf
M62 – Digitalen Ausgang synchron zur Bewegung aktivieren
M63: Bewegungssynchrone digitale Ausgabe deaktivieren
M64 - Digitalausgang sofort aktivieren
M65 - Digitalausgang sofort deaktivieren
M66 - Auf Eintritt warten
M666 - Plasma - THC-Funktion deaktivieren
M667 - Plasma - THC-Funktion aktivieren
M85 - Tür offen
M86 - Schließe die Tür
M98 und M99 – Unterprogrammaufruf
CAM-Postprozessoren
artcam
BobCAD-CAM
Fusion 360
HojaCAM
Vectric VCarve und Vectric Aspire
Anforderungen an den Plasma-POST-Prozessor
Andere CAM-Software
Verkabelung und Einrichtung
Mehrkopf
Einführung
Hauptstift
Mehrere Pins 1 - 4
Trockenlaufender Laserpointer
Lasergravur/-schneiden
Plasmabrenner und MASSO DTHC
Antorcha OXI
Wasserstrahl
Schreibwerkzeug
Stifte 1 und 2
Kamera
Einrichtung und Kalibrierung
Montage und mechanische Daten
Taktiles Kabelmodul MASSO G3
EStopp-Verkabelung
Beispiele für Servo-/Schrittachsen
Differentialempfängermodul
MASSO-Schrittmotoren mit geschlossenem Regelkreis
Fehlerbehebung bei MASSO-Schrittmotoren mit geschlossenem Regelkreis
Gecko 203V
Gecko G340
Gecko G540
Technik – ClearPath
Leadshine MX4660
Bleiflocken CS-D1008
Longs Motors
CNCdrive - DG4S-16035
DMM – Dynamische Motorbewegung
URLAUB
Viper
Mitsubishi-MR-J3
PoStep60
Panasonic
Automatisierungstechnik Inc.
Hiwin
Yaskawa
Spindelsteuerung
Beispiele für Spindel-VFD
Bosch Rexroth Frequenzumrichter
Frequenzumrichter Delta C200
Delta MS300 Frequenzumrichter
Delta VFD-M
Hitachi-Frequenzumrichter
Machen Sie einen VFD
Mitsubishi FR-D720S-100
Schneider Altivar 18
Westinghouse TECO VFD
Yuhuan Huanyang
Haustür
Stellen Sie die Standardeinheiten auf mm oder Zoll ein
Achsenkalibrierung
Achsenkalibrierungsassistent
Spielkompensation
Slave-Achse
Startseite / Starter-Startseite
weiche und harte Grenzen
Liste der konfigurierbaren Eingänge
Liste der konfigurierbaren Ausgänge
Einsätze TTL
Steuerrelais
MPG-Anhänger
Turmlichter
Installieren oder Austauschen der Backup-Batterie
Benutzerkontoeinstellungen
MASSO-Referenzsensor
Optischer MASSO-Encoder
MASSO-Relaismodul
Verkabelung des Variators und des MASSO G2-Relais
Schmierung
MASSO G2 Ersatz beschädigter Optokoppler
MASSO G3 Austausch beschädigter Optokoppler
Spindeldrehzahl-Encoder
Spindel-Encoder-Upgrade auf MASSO G2
Einstellungen speichern und laden
Sonde taktil 3D
Messen Sie die Länge des Tastkopfes
Vermessungs-Touch-Platte
Werkzeugversteller
So funktioniert das Tool-Konfigurationsprogramm
Automatische Kalibrierung der Werkzeuglänge
Werkzeugwechsler
Werkzeugnummerierung in MASSO
Fräswerkzeugwechsler
Manueller Werkzeugwechsler
Linearer Werkzeugwechsler (Typ 1)
Linearer Werkzeugwechsler (Typ 2)
Linearer Werkzeugwechsler – Beta-Version
Kontextueller Werkzeugwechsler – Beta
Einrichtung eines linearen Werkzeugwechslers
Regenschirm-Werkzeugwechsler
Hochgeschwindigkeits-Rotationswerkzeugwechsler
Staubschutz – Beta-Version
Werkzeugwechsler für Drehmaschinen
Manueller Werkzeugwechsel
Linear: Gruppentypkonfiguration
4-Stationen-Revolver
Giro EMCO PC55
4-Bit-Digitalsignal-Ausgangsrevolver
Hercus PC200 – Werkzeugrevolver
Pragati BTP-63, BTP-80, BTP-100, BTP-125
EMCOturno 120
WABECO Werkzeugrevolver
Automatiktüren
Neue Werkzeugwechsler hinzufügen
Plasma - Brennerhöhensteuerung
Installation von MASSO Plasma und DTHC
Proma kompakt THC 150
Hypertherm 45, 65 und 85
Torch Touch (schwebender Kopf) Signal
Fackel-Abbruchsignal
Wie THC wirkt
Erstausrüster (OEM)
OEM-Logo und Details
Sherline Mühlen und Drehmaschinen
Verkabelung & Einrichtung
3DTEK-Router
CANCAM-Router
REVO-CNC
Unterstützung bekommen
Foren & E-Mail-Support
Melden von Fehlern und Problemen
Einkauf
Zahlung
Versand & Lieferung
Garantie
Kehrt zurück
MASSO-Dokumentation
English
Spanish
French
Simplified Chinese
Sprache auswählen
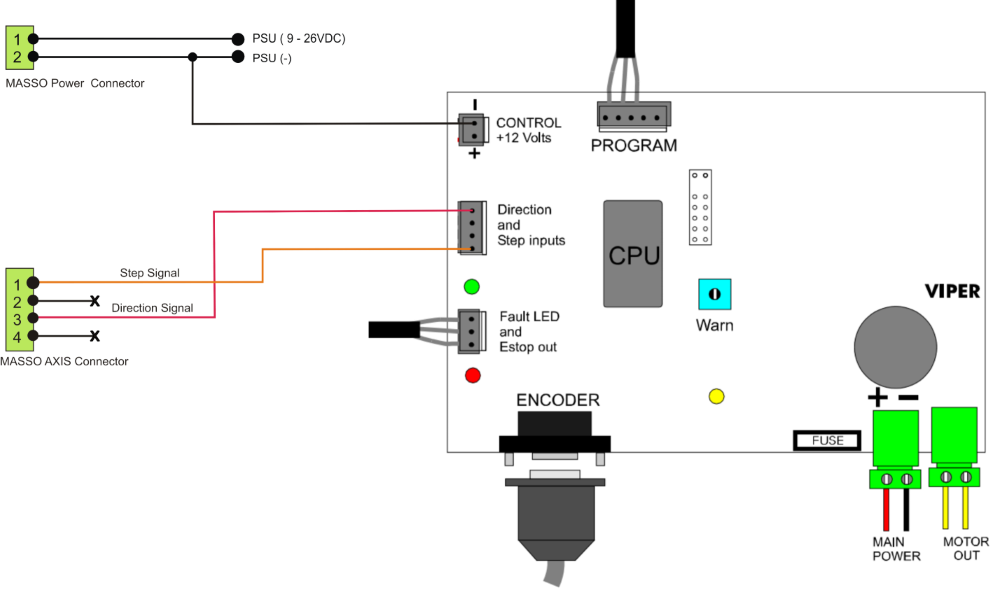
Viper
Viper 100F/200F Verdrahtungsbeispiel
VORSICHT:
Das
„x“
-Zeichen bedeutet, dass keine Verbindung hergestellt wird.
Vorherige
URLAUB
Mitsubishi-MR-J3
Nächste
INHALT
Viper 100F/200F Verdrahtungsbeispiel


 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese