Documentation MASSO
Avertissements et mises en garde
MUSCLE
miTaller
Ajouter un DTHC
OEM et distributeurs
Liaison DTHC
miTaller PRO
MASSO - FAQ
À propos de MASSO
MASSO Touch - Foire aux questions
Acheter MASSO
Conversion de machines et constructions
Moteurs et entraînements
Plasma
Tour
encodeurs
broches
Changeurs d'outils
Usinage 5 axes
Têtes de perçage, scies et EDM
Support
Comment trouver votre numéro de série MASSO
Guides de démarrage
Installation de MASSO
Alimenter MASSO Touch
Alimentaire MASSO-G3
Alimentation du MASSO-G2
Réinitialisation du mot de passe
Connecter un écran
Connexion clavier et souris
Chargement du logiciel sur MASSO Touch
Chargement du logiciel sur MASSO-G3
Chargement du logiciel sur MASSO-G2
Ajustements de MASSE
Configuration générale
Configuration de référence
paramètres de lubrification
Configuration du changeur d'outils
configuration des axes
Paramètres de la sonde tactile
Ajustements automatiques du zéro d'outil
Configuration à plusieurs têtes
Paramètres du scanner QR
Paramètres du compte utilisateur
Charger et enregistrer les paramètres d'étalonnage
Mots de passe administrateur et utilisateur
Câblage et étalonnage
Scanner QR
Versions actuelles du logiciel
Usinage avec MASSO
Chargement du logiciel sur MASSO-G3
Chargement du logiciel sur MASSO-G2
Mots de passe administrateur et utilisateur
Interface graphique
Interface graphique MASSO G3
Interface graphique MASSO G2
alarmes du contrôleur
Interface à écran tactile
Raccourcis clavier et touches
Paramètres d'heure et de date
Orientation de la machine
Courir
dos
Annulation de la vitesse d'alimentation
Annulation du régime de la broche
Commande MDI
Création de nouveaux fichiers G-code
Édition du code G
Réinitialiser le compteur de travaux
Chargement et exécution du code G
Reprendre le programme ou sauter la file d'attente
bloc unique
Connectivité Wi-Fi
Logiciel de liaison MASSO
Instructions macOS
Instructions Windows
faire des codes QR
Outils de calibrage
Étapes d'étalonnage de l'outil de tour
Étapes d'étalonnage de l'outil de fraisage
rémunération du travail
Compensation de fraise : usure Z
Programmation conversationnelle
Assistants conversationnels de Lathe
Moulin des sorciers conversationnels
Utiliser des assistants conversationnels
Chargement automatique du code G
Sonde
Cycle de palpage du dessus de la pièce
Côté cycles de palpage des pièces
Cycles de palpation des coins
Cycles de palpation centrale
Guides de démarrage rapide
Bonnes pratiques lors du câblage de MASSO
Configuration du broyeur MASSO
Configuration plasma MASSO
Configuration du tour MASSO
Configurer l'axe rotatif
Configurer la gravure laser
Installation d'un laser opt
Configuration de Lightburn
Configurer le scanner QR MASSO
Identification et connexion du capteur de prise d'origine
Retour à destination
Guides de dépannage
boucles de masse
Symptômes des dommages causés par la boucle de masse
Vérification des optocoupleurs
Tests VFD et broches
essai d'arbre
G-Codes et post-processeurs
Codes G pris en charge
G00 - Mouvement rapide
G01 - Mouvement d'interpolation linéaire
G02 - Interpolation circulaire (sens horaire)
G03 – Interpolation circulaire (sens anti-horaire)
G04 – Attente
G10 – Définir les valeurs de compensation du travail
G17 – Sélection du plan XY
G18 – Sélection du plan ZX
G19 – Sélection du plan YZ
G20 - Définir les unités de la machine en pouces
G21 - Définir les unités de la machine en millimètres
G28 - Retour à l'accueil de la machine
G30 - Déplacer vers la position de stationnement
G32 – Cycle de filetage
G38.2 – Cycle de palpage direct
G38.6 - Cycle de palpage de numérisation
Nivellement automatique avec G38.6
G38.7 - Cycle de palpation centrale
G40 - Compensation de coupe désactivée
G41- Compensation de la fraise gauche
G42- Compensation de la fraise droite
G53 – Déplacement en coordonnées absolues de la machine
G54 à G59 - Sélectionnez le système de coordonnées de décalage de travail
G54.1 - Indemnités de travail prolongées
G73 – Perçage par débourrage à grande vitesse
G80 – Annuler le mouvement modal
G81 – Cycle de perçage
G82 – Cycle fixe de perçage permanent
G83 – Perçage profond pour des trous plus profonds
G90 - Définir le mode de distance sur absolu
G91 - Définir le mode de distance sur incrémentiel
G92 – Indemnisation du Travail Temporaire
G92.1 – Annuler le décalage de travail temporaire
G93 – Mode temps inverse
G94 - Mode unités par minute
G95 - Avance par tour
G96 - Activer la vitesse de surface constante (CSS)
G97 - Désactiver la vitesse de surface constante (CSS)
G98 – Cycle fixe – Revenir au Z initial
G99 – Cycle pré-programmé – Revenir au plan R
G200 - Paramètres plasma
G200 - Paramètres laser
T - Numéro d'outil
MSG - Commande de message pour les alertes d'écran et à distance
F - Avance
nord - numéro
S - Vitesse / Intensité
( ) - Commentaires
Gcode invalide
Codes M pris en charge
M00 – Arrêt du programme
M01 – Arrêt du programme en option
M02 – Fin du programme
M03 – Broche allumée (dans le sens des aiguilles d’une montre)
M03 – Torche plasma allumée
M03 – Activation de la sortie laser avec mouvement
M04 – Broche ON (sens antihoraire)
M04 - Laser allumé immédiatement
M05 – Broche éteinte
M05 – Torche plasma éteinte
M05 - Arrêt laser immédiat
M06 – Changement d'outil
M06.1 - Téléchargement des outils
M07 – Allumer le liquide de refroidissement par brouillard
M08 – Allumer le liquide de refroidissement
M08 - Assistance laser-air activée
M09 – Liquide de refroidissement éteint
M09 – Assistance laser-air désactivée
M10 – Mandrin ou pince de table rotative fermée
M11 - Pince à mandrin ou table rotative ouverte
M30 – Fin du programme et rembobinage
M62 – Activer la sortie numérique synchronisée avec le mouvement
M63 : Désactiver la sortie numérique synchrone au mouvement
M64 - Activer la sortie numérique immédiatement
M65 - Désactiver la sortie numérique immédiatement
M66 - Attendre l'entrée
M666 - Plasma - Désactiver la fonction THC
M667 - Plasma - Activer la fonction THC
M85 - Porte ouverte
M86 - Fermer la porte
M98 et M99 – Appel de sous-programme
Post-processeurs CAM
artcam
BobCAD-CAM
Fusion 360
HojaCAM
Vectric VCarve et Vectric Aspire
Exigences du processeur POST Plasma
Autres logiciels de FAO
Câblage et configuration
Multi-Tête
Introduction
broche principale
Broches multiples 1 - 4
Pointeur laser fonctionnant à sec
Gravure/Découpe Laser
Torche plasma et MASSO DTHC
Antorcha OXI
Jet d'eau
outil de scribe
Stylos 1 et 2
Caméra
Configuration et étalonnage
Données de montage et mécaniques
Module de câblage tactile MASSO G3
EArrêter le câblage
Exemples d'axes servo/pas à pas
Module récepteur différentiel
Moteurs pas à pas en boucle fermée MASSO
Dépannage du moteur pas à pas en boucle fermée MASSO
Gecko 203V
Gecko G340
Gecko G540
Teknic - ClearPath
Leadshine MX4660
Paillettes de plomb CS-D1008
Moteurs longs
Commande CNC - DG4S-16035
DMM - Mouvement dynamique du moteur
VACANCES
Vipère
Mitsubishi-MR-J3
PoStep60
Panasonic
Technologie d'automatisation inc.
Hiwin
Yaskawa
commande de broche
Exemples de VFD de broche
Convertisseur de fréquence Bosch Rexroth
Convertisseur de fréquence Delta C200
Convertisseur de fréquence Delta MS300
Delta VFD-M
Variateur de fréquence Hitachi
faire un VFD
Mitsubishi FR-D720S-100
Schneider Altivar 18
Westinghouse TECO VFD
Yuhuan Huanyang
porte d'entrée
Définition des unités par défaut en mm ou en pouces
calibrage des axes
Assistant d'étalonnage d'axe
compensation de jeu
axe esclave
Accueil / Entrées Accueil
limites souples et dures
Liste des entrées configurables
Liste des sorties configurables
Sorties TTL
relais de commande
Pendentif MPG
lumières de la tour
Installation ou remplacement de la batterie de secours
Paramètres du compte utilisateur
Capteur de référence MASSO
Codeur optique MASSO
Module relais MASSO
Câblage du variateur et du relais MASSO G2
Lubrification
MASSO G2 Remplacement des optocoupleurs endommagés
MASSO G3 Remplacement des optocoupleurs endommagés
Encodeur de vitesse de broche
Mise à niveau du codeur de broche sur MASSO G2
Enregistrer et charger les paramètres
Sonde tactile 3D
Mesurer la longueur de la sonde tactile
Plaque tactile de sondage
ajusteur d'outils
Comment fonctionne le programme de configuration d'outils
Étalonnage automatique de la longueur de l'outil
Changeurs d'outils
Numérotation des outils dans MASSO
Changeurs d'outils de fraisage
Changeur d'outils manuel
Changeur d'outils linéaire (Type 1)
Changeur d'outils linéaire (Type 2)
Changeur d'outils linéaire - Version bêta
Changeur d'outils contextuels - Bêta
Configuration du changeur d'outils linéaire
Changeur d'outils pour parapluie
Changeur d'outils rotatifs à grande vitesse
Capot anti-poussière - Version bêta
Changeurs d'outils de tour
Changement d'outil manuel
Linéaire : configuration du type de groupe
Tourelle à 4 stations
Giro EMCO PC55
Tourelle de sortie de signal numérique 4 bits
Hercus PC200 - Tourelle à outils
Pragati BTP-63, BTP-80, BTP-100, BTP-125
EMCOturno 120
Tourelle à outils WABECO
Portes automatiques
Ajouter de nouveaux changeurs d'outils
Plasma - Contrôle de la hauteur de la torche
Installation de MASSO Plasma et DTHC
Proma compact THC 150
Hypertherm 45, 65 et 85
Torche Tactile (tête flottante) Signal
Signal de rupture de la torche
Comment fonctionne le THC
Fabricant d'équipement d'origine (OEM)
Logo et détails OEM
Moulins et tours Sherline
Câblage et configuration
Routeurs 3DTEK
Routeurs CANCAM
CNC REVO
Obtenir de l'aide
Forums et assistance par e-mail
Signaler des bogues et des problèmes
Achat
Paiement
Expédition & Livraison
garantie
Retour
Documentation MASSO
English
Spanish
German
Simplified Chinese
Choisir la langue
Vipère
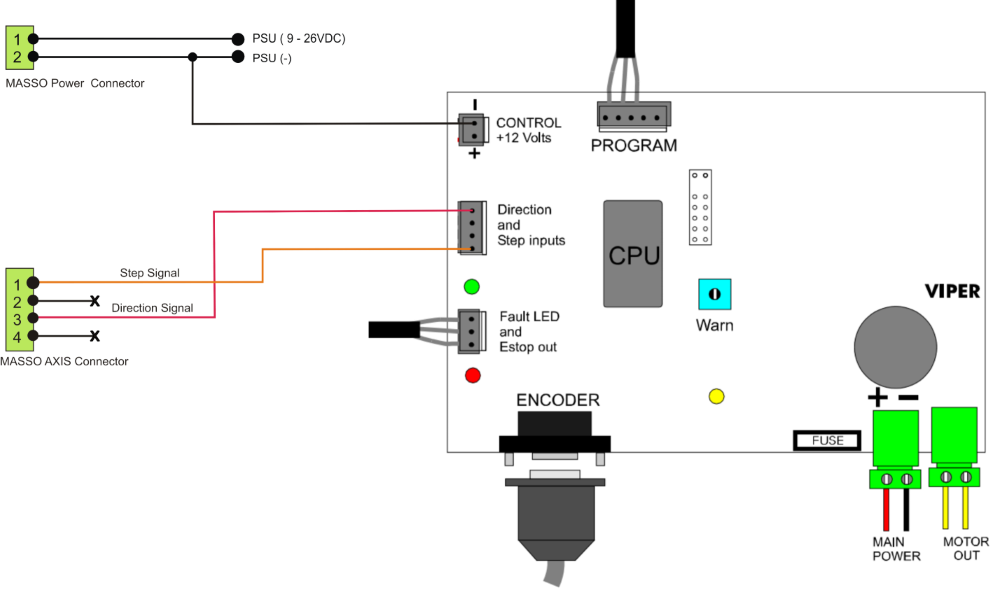
Exemple de câblage Viper 100F/200F
ATTENTION :
Le signe
« x »
signifie ne pas connecter.
Précédente
VACANCES
Mitsubishi-MR-J3
Suivante
CONTENU
Exemple de câblage Viper 100F/200F


 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese