

 English
English  Spanish
Spanish  French
French  German
German 线性换刀装置(2型)
支持两种具有不同控制逻辑输入和输出的线性工具快换装置。请查看类型 1和类型 2的逻辑解释,并确定哪一种最适合您的机器需求。

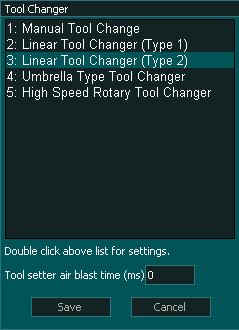
选择换刀装置
在“换刀装置”窗口中,选择“线性换刀装置(类型 2)”并双击进行配置。
配置换刀器逻辑
换刀装置的输入和输出
本文档中用于换刀装置输入和输出的语法
“换刀器 – 输出 1” 表示换刀 – 1,是一个输出
“换刀装置 – 输入 1”表示换刀装置 -1,是一个输入
注意:任何换刀器输入或输出都可以分配给 MASSO 中的任何输入或输出。刀库编号并不指实际的输入或输出端口。
信息:如果您的机器没有用于以下一项或多项输入的传感器,请勿将输入分配给此功能。然后工具更换逻辑忽略输入并继续。
门票
- 换刀装置:输入 1用于主轴拉杆状态(低为紧,高为松)
- 换刀装置:输入 2用于显示所用刀具的状态(低液位报警)
- 换刀装置:输入 3用于OK 信号 防尘罩升起(向上表示罩升起)
出港
- M10/M11夹头,用于拧紧和松开主轴拉杆(底部拧紧,顶部松开)
- 工具更换装置:输出 1用于上下移动防尘盖(高电平时,防尘盖向上移动)
- 换刀装置:输出2用于回风(换刀后保持高电平6秒)
- 换刀装置:主轴上有 3 个清洁空气喷射出口
信息:自 MASSO 软件 v3.48 起,如果“工具更换器 - 输出 2”未在F1配置屏幕中指定为输出,则逻辑会自动忽略 6 秒延迟。
换刀逻辑
当接收到换刀命令时,换刀器逻辑按以下步骤运行:
- 主轴关闭,系统根据主轴配置中的主轴“Delay Delay”值等待主轴停止。
- 系统检查F4刀具界面的槽位中是否配置有主轴当前刀具;否则会显示错误。
- 系统检查F4工具界面的槽位中是否配置了要加载的工具;否则会显示错误。
- Z 轴移回到原始位置。
- “换刀器-输出1”变为高电平,将防尘盖移至高电平,然后系统等待6秒,直到“换刀器-输入3”信号(防尘盖HIGH OK)变为高电平;否则会出现错误。
- X、Y轴移动至刀具卸载位置。
- Z轴向下移动至卸刀位置。
- “ M10/M11 卡盘夹具”变为高电平以释放刀具,然后系统等待 6 秒,直到“换刀装置 – 输入 1”信号(主轴拉杆状态)变为高电平;否则会出现错误。
- 换刀装置:输入2 (刀具就位状态)走低;否则,出现“刀具错误”报警,并显示“检测到刀具卡在主轴中”。
- 换刀装置:输出 3(主轴清洁空气喷射)变为高电平
- Z 轴移动至退刀间隙位置。
- 换刀装置:当 Z 轴到达释放位置时,输出 3 (主轴清洁空气喷射)变低。
- X 轴和 Y 轴移动到新的刀具装载位置。
- Z轴向下移动至刀具装载位置。
- 换刀装置:当 Z 轴向下移动时,输出 3(清洁主轴空气喷嘴)变为高电平。
- 换刀装置:当 Z 轴就位时,输出 3 (主轴清洁空气喷射)变弱。
- “ M10/M11筒夹”变为低电平以夹紧刀具,然后系统等待6秒,直到“换刀器-输入1”信号(主轴拉杆状态)变为低电平;否则会产生错误。
- 换刀装置:输入2 (刀具就位状态)走高;否则,出现“刀具错误”报警,并显示“主轴未检测到刀具”。
- 轴移动以移动新工具。
- Z轴上升到原来的位置。
- “换刀装置 – 输出 1”变为低电平,将防尘盖向下移动,然后系统等待 6 秒,直到“换刀装置 – 输入 3”(防尘盖HIGH OK)信号向下传递;否则会抛出错误。
- “换刀装置 – 输出 2”变为高电平6 秒(对于有回气请求的主轴)。
信息:通过从列表中选择输入或输出并按键盘上的空格键反转信号,可以轻松反转所有输入和输出信号。这些设置会自动保存。
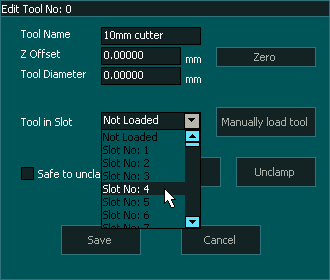
信息:确保将每个工具分配到 F4 - 工具和补偿屏幕上的工具槽。否则,如果刀具未放置在槽位中,则在换刀命令期间您将收到刀具错误警报。
信息:刀库可以放置在软限制之外,以保护它们免受意外损坏;然而,自动工具归零必须保持在软限制内。
刀具编号
注意:请注意,从 MASSO G3 软件 5.0 版开始,用户可分配的工具已更改,现在为工具 1 至 100。
信息:根据您的软件版本,您的第一个用户可分配工具将为工具 0 或工具 1。