

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese Pasos de calibración de herramientas de torno
INFORMACIÓN: En una máquina de torno, las compensaciones de trabajo del eje X no se usan ni están disponibles porque cambiar la compensación X daría como resultado un cambio en el diámetro de la pieza de trabajo. Para configurar el desplazamiento X para calibrar cada herramienta, siga los procedimientos a continuación.
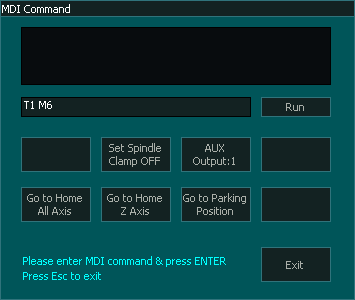
Paso 1: Abra la ventana MDI usando el botón MDI en la pantalla F2 o CTRL+M y cargue la herramienta que le gustaría calibrar, en este ejemplo estaremos calibrando la Herramienta No.1.
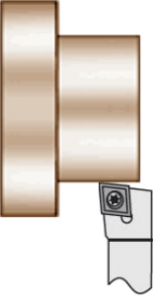
Paso 2: Mecanice una pequeña pieza de prueba o use una pieza existente.
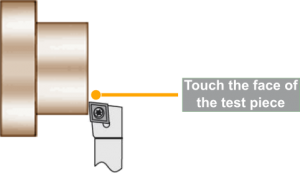
Paso 3: Vaya a la pantalla F3 – Jog/Rapid y toque la herramienta en la cara frontal de la pieza de prueba.
Paso 4: Vaya a la pantalla F4-Tools & Work Offset y abra el número de herramienta que desea calibrar.
Paso 5: Asigne un nombre a la herramienta para su referencia y haga clic en el botón Cero . 

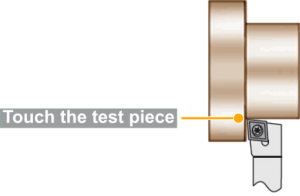
Paso 6: Ahora vaya a F3 - Pantalla Jog/Rapid y toque la herramienta al costado de la pieza de prueba.
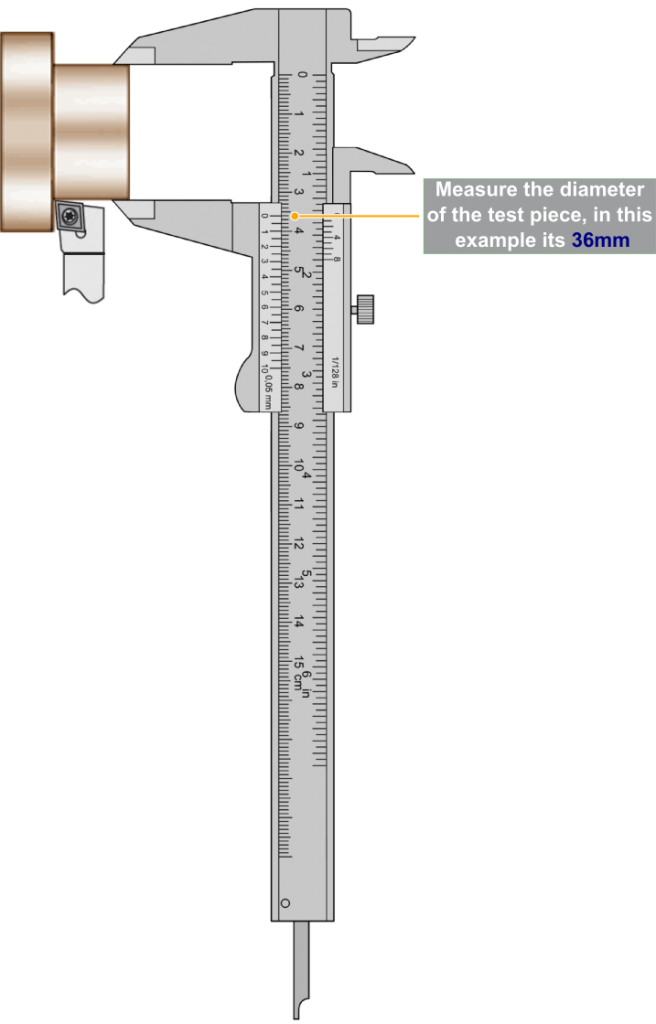
Paso 7: Mida el diámetro de la pieza de prueba y anote el valor.
ADVERTENCIA: No mueva ni aleje la herramienta cuando haya completado el siguiente paso.
Paso 8: Regrese a la pantalla F4-Tools & Work Offset e ingrese el valor del diámetro medido en el cuadro Test Piece (Dia) y haga clic en el botón Touch . 
PRECAUCIÓN: Asegúrese de seleccionar la posición de la herramienta dependiendo de si está instalada en la parte delantera o trasera.
Paso 9: A continuación, seleccione si la herramienta está en la parte delantera o trasera y asegúrese de que los valores de Desgaste Z y Desgaste X sean 0.00 .

Paso 10: haga clic en el botón Guardar para guardar y completar la calibración de la herramienta. 