

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Étapes d'étalonnage de l'outil de tour
INFO : Sur un tour, les décalages d'origine de l'axe X ne sont pas utilisés ou disponibles car la modification du décalage X entraînerait une modification du diamètre de la pièce. Pour régler le décalage X pour calibrer chaque outil, suivez les procédures ci-dessous.
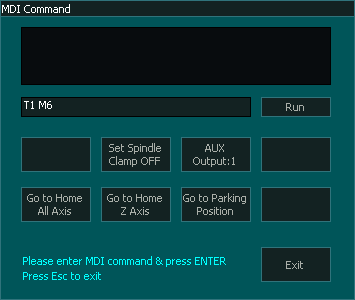
Étape 1 : Ouvrez la fenêtre MDI à l'aide du bouton MDI sur l'écran F2 ou CTRL+M et chargez l'outil que vous souhaitez calibrer, dans cet exemple nous calibrerons l'outil n°1.
Étape 2 – Usinez une petite éprouvette ou utilisez une pièce existante.
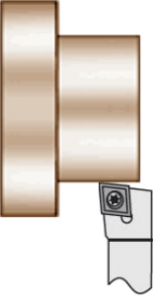
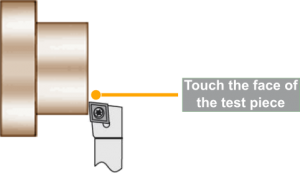
Étape 3 : Accédez à l'écran F3 – Jog/Rapid et appuyez sur l'outil sur la face avant de l'éprouvette.
Étape 4 Accédez à l'écran F4-Tools & Work Offset et ouvrez le numéro d'outil que vous souhaitez calibrer.
Étape 5 - Donnez à l'outil un nom pour votre référence et cliquez sur le bouton Zéro . 

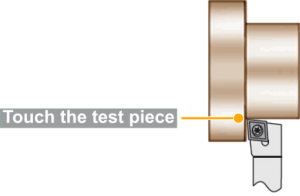
Étape 6 : Allez maintenant sur F3 - Écran Jog/Rapid et appuyez sur l'outil à côté de l'éprouvette.
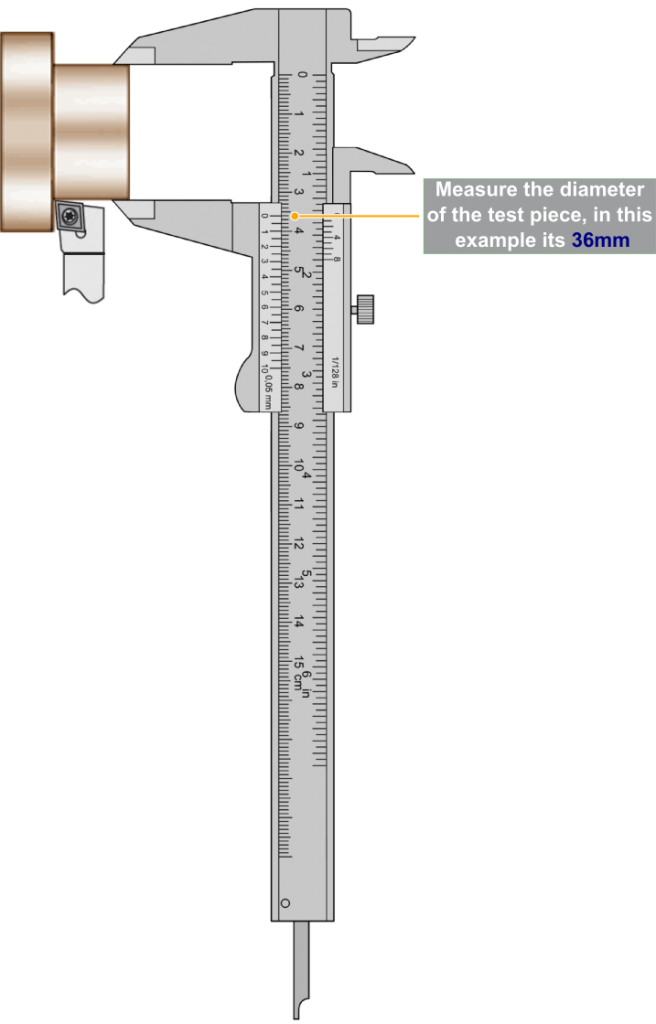
Étape 7 : Mesurez le diamètre de l'éprouvette et notez la valeur.
AVERTISSEMENT : Ne déplacez pas ou n'éloignez pas l'outil lorsque vous avez terminé l'étape suivante.
Étape 8 Retournez à l'écran F4-Tools & Work Offset et saisissez la valeur du diamètre mesuré dans la zone Test Piece (Dia) et cliquez sur le bouton Touch . 
ATTENTION : Veillez à sélectionner la position de l'outil selon qu'il est installé à l'avant ou à l'arrière.
Étape 9 : Ensuite, sélectionnez si l'outil est à l'avant ou à l'arrière et assurez-vous que les valeurs pour Wear Z et Wear X sont de 0,00 .

Étape 10 - Cliquez sur le bouton Enregistrer pour enregistrer et terminer l'étalonnage de l'outil. 