

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese Reanudar programa o saltar a la fila
Al mecanizar trabajos complejos, como moldes o trabajos de grabado complejos que pueden tardar mucho tiempo en mecanizarse, un corte de energía o una herramienta rota significa que debe iniciar todo el archivo Gcode desde el principio.
Reiniciar el archivo Gcode desde el principio consume mucho tiempo y recursos.
Para poder reiniciar efectivamente su proceso de mecanizado desde donde lo dejó, MASSO tiene una función de Reanudar programa o Saltar a línea .
- Tenga en cuenta que Saltar a línea no está disponible actualmente para Lathe.
- Con esta característica, el número de línea Gcode actual se guarda en una memoria interna de alta velocidad e incluso si la máquina está apagada durante el mecanizado,
- MASSO almacenará automáticamente ese último número de línea en la memoria a medida que maquina.
- El número de línea utilizado en Saltar a línea es la primera línea de Gcode que se ejecutará cuando MASSO reanude el mecanizado. Al calcular la posición inicial, MASSO se mueve a la posición inmediatamente anterior a la línea seleccionada para poder mecanizar la línea seleccionada de Gcode cuando se reanude.
- Si selecciona una línea de Gcode con un cambio de herramienta como punto de partida, debido a que MASSO comienza una línea de Gcode anterior para poder realizar la línea solicitada de Gcode, cambiará a la herramienta anterior en preparación y luego ejecutará la línea solicitada y cambiar el cambio de herramienta.
- Se puede llamar a Saltar a línea desde la página de edición de Gcode usando el botón Reanudar mecanizado desde línea .

Reanudar un corte
- Encienda su máquina si está apagada
- Vuelva a colocar la máquina en casa si la máquina estaba apagada, se utilizó la parada de emergencia o si perdió la posición.
- Vaya a la pantalla F6-Cargar archivo y cargue su archivo Gcode si aún no está cargado presionando la tecla F6 en su teclado externo o el botón F6-Cargar archivo en la pantalla

- Vaya a la pantalla F2-Programa y MDI presionando la tecla F2 en su teclado externo o el botón F2-Programa y MD en la pantalla

- Presione el botón Saltar a línea
 o utilice CTRL+J desde un teclado externo para abrir la ventana Reanudar programa .
o utilice CTRL+J desde un teclado externo para abrir la ventana Reanudar programa .
- El último número de línea mecanizado se completará automáticamente y, dependiendo de su programa, retroceda algunas líneas desde la última línea en ejecución para que el mecanizado se reanude unas pocas líneas antes de que se detuviera.
- Seleccione el botón Iniciar desde línea
 y MASSO procesará el archivo Gcode hasta el número de línea ingresado por usted.
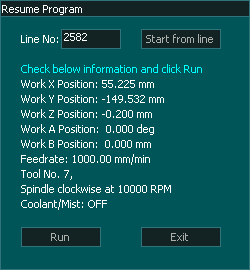
y MASSO procesará el archivo Gcode hasta el número de línea ingresado por usted. - Cuando termine, MASSO calculará todos los parámetros de mecanizado del archivo Gcode y los mostrará en pantalla.
- Verifique cuidadosamente la información y haga clic en el botón Ejecutar .

- El eje Z se moverá a la posición inicial y el eje X se moverá a su posición inicial.
- Presione el botón de inicio del ciclo.
 después de cada movimiento del eje después de confirmar que el eje se ha movido a su posición inicial correcta
después de cada movimiento del eje después de confirmar que el eje se ha movido a su posición inicial correcta - El último eje en moverse a su posición será el eje Z.
Reanudar desde la pantalla Editar
Desde la pantalla de edición de MASSO G3 o MASSO Touch Gcode puede seleccionar la línea de Gcode desde la que desea comenzar.
- Haga clic en el botón Editar
 en la página F6-Load_File para abrir el programa Gcode
en la página F6-Load_File para abrir el programa Gcode - Avance página y seleccione la línea de Gcode desde la que desea comenzar colocando el cursor en la línea.
- Presione el botón Reanudar mecanizado desde línea en la pantalla.
- MASSO cerrará el editor e ingresará a la página Saltar a línea con el número de línea ya completado.
- Seleccione el botón Iniciar desde línea y MASSO procesará el archivo Gcode hasta el número de línea ingresado por usted.
- Cuando termine, MASSO calculará todos los parámetros de mecanizado del archivo Gcode y los mostrará en pantalla.
- Verifique cuidadosamente la información y haga clic en el botón Ejecutar .
- El eje Z se moverá a la posición inicial y el eje X se moverá a su posición inicial.
- Presione el botón de inicio del ciclo. después de cada movimiento del eje después de confirmar que el eje se ha movido a su posición inicial correcta
- El último eje en moverse a su posición será el eje Z.
INFORMACIÓN: Si selecciona una línea de Gcode con un cambio de herramienta como punto de partida, debido a que MASSO comienza una línea de Gcode anterior para poder realizar la línea solicitada de Gcode, cambiará a la herramienta anterior en preparación y luego ejecutará la solicitada. línea y cambiar el cambio de herramienta.
Saltar a línea en el software Plasma
Al utilizar el salto a línea en el software Plasma, MASSO buscará hacia atrás en el archivo Gcode para ubicar el último comando M5 o M3 dependiendo de la versión del software que se esté utilizando y será la línea de inicio.
Si la línea que ha seleccionado es un comando M5, utilizará esa línea.
Si no hay ningún comando M5 o M3 anterior, volverá al inicio del archivo Gcode.
El uso de Plasma Jump to line funciona igual que el software Mill en su funcionamiento.