

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Reprendre le programme ou sauter la file d'attente
Lors de l'usinage de travaux complexes, tels que des moules ou des travaux de gravure complexes qui peuvent prendre beaucoup de temps à usiner, une panne de courant ou un outil cassé signifie que vous devez démarrer l'intégralité du fichier Gcode depuis le début.
Redémarrer le fichier Gcode depuis le début consomme beaucoup de temps et de ressources.
Afin de redémarrer efficacement votre processus d'usinage là où vous l'avez laissé, MASSO dispose d'une fonction de reprise du programme ou de saut à la ligne .
- Veuillez noter que Jump to Line n'est actuellement pas disponible pour Lathe.
- Avec cette fonctionnalité, le numéro de ligne Gcode actuel est enregistré dans une mémoire interne à grande vitesse et même si la machine est éteinte pendant l'usinage,
- MASSO stockera automatiquement ce dernier numéro de ligne en mémoire au fur et à mesure de son usinage.
- Le numéro de ligne utilisé dans Jump to Line est la première ligne du Gcode qui sera exécutée lorsque MASSO reprendra l'usinage. Lors du calcul de la position d'origine, MASSO se déplace vers la position immédiatement avant la ligne sélectionnée afin de pouvoir usiner la ligne Gcode sélectionnée à sa reprise.
- Si vous sélectionnez une ligne Gcode avec un changement d'outil comme point de départ, parce que MASSO démarre une ligne Gcode précédente afin d'effectuer la ligne Gcode demandée, il passera à l'outil précédent en préparation puis exécutera la ligne demandée et changera d'outil. .
- Le saut à la ligne peut être appelé depuis la page d'édition du Gcode à l'aide du bouton Reprendre l'usinage à partir de la ligne .

Reprendre une coupe
- Allumez votre machine si elle est éteinte
- Remplacez la machine chez vous si la machine a été éteinte, si l'arrêt d'urgence a été utilisé ou si vous avez perdu votre position.
- Accédez à l'écran F6-Upload File et téléchargez votre fichier Gcode s'il n'est pas déjà téléchargé en appuyant sur la touche F6 de votre clavier externe ou sur le bouton F6-Upload File sur l'écran.

- Accédez à l'écran F2-Program et MDI en appuyant sur la touche F2 de votre clavier externe ou sur le bouton F2-Program et MD sur l'écran.

- Appuyez sur le bouton Passer à la ligne
 ou utilisez CTRL+J à partir d'un clavier externe pour ouvrir la fenêtre Reprendre le programme .
ou utilisez CTRL+J à partir d'un clavier externe pour ouvrir la fenêtre Reprendre le programme .
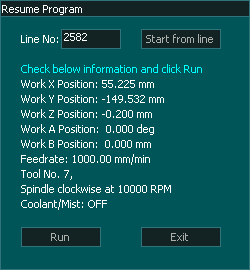
- Le numéro de la dernière ligne usinée sera renseigné automatiquement et selon votre programme, reculez de quelques lignes depuis la dernière ligne en cours pour que l'usinage reprenne quelques lignes avant de s'arrêter.
- Sélectionnez le bouton Démarrer en ligne
 et MASSO traitera le fichier Gcode jusqu'au numéro de ligne saisi par vous.
et MASSO traitera le fichier Gcode jusqu'au numéro de ligne saisi par vous. - Une fois terminé, MASSO calculera tous les paramètres d'usinage à partir du fichier Gcode et les affichera à l'écran.
- Vérifiez attentivement les informations et cliquez sur le bouton Exécuter .

- L'axe Z se déplacera vers la position d'origine et l'axe X se déplacera vers sa position d'origine.
- Appuyez sur le bouton de démarrage du cycle.
 après chaque mouvement d'axe après avoir vérifié que l'axe s'est déplacé vers sa position d'origine correcte
après chaque mouvement d'axe après avoir vérifié que l'axe s'est déplacé vers sa position d'origine correcte - Le dernier axe à se mettre en position sera l’axe Z.
Reprendre à partir de l'écran Modifier
Depuis l'écran d'édition MASSO G3 ou MASSO Touch Gcode, vous pouvez sélectionner la ligne Gcode à partir de laquelle vous souhaitez commencer.
- Cliquez sur le bouton Modifier
 sur la page F6-Load_File pour ouvrir le programme Gcode
sur la page F6-Load_File pour ouvrir le programme Gcode - Faites défiler la page vers le bas et sélectionnez la ligne Gcode à partir de laquelle vous souhaitez commencer en plaçant le curseur sur la ligne.
- Appuyez sur le bouton Reprendre l'usinage depuis en ligne sur l'écran.
- MASSO fermera l'éditeur et entrera dans la page Aller à la ligne avec le numéro de ligne déjà renseigné.
- Sélectionnez le bouton Démarrer en ligne et MASSO traitera le fichier Gcode jusqu'au numéro de ligne saisi par vous.
- Une fois terminé, MASSO calculera tous les paramètres d'usinage à partir du fichier Gcode et les affichera à l'écran.
- Vérifiez attentivement les informations et cliquez sur le bouton Exécuter .
- L'axe Z se déplacera vers la position d'origine et l'axe X se déplacera vers sa position d'origine.
- Appuyez sur le bouton de démarrage du cycle. après chaque mouvement d'axe après avoir vérifié que l'axe s'est déplacé vers sa position d'origine correcte
- Le dernier axe à se mettre en position sera l’axe Z.
INFO : Si vous sélectionnez une ligne Gcode avec un changement d'outil comme point de départ, parce que MASSO démarre une ligne Gcode précédente afin d'exécuter la ligne Gcode demandée, il passera à l'outil précédent en préparation puis exécutera celui demandé. changement de ligne et changement d'outil.
Aller en ligne dans le logiciel Plasma
Lors de l'utilisation du saut à la ligne dans le logiciel Plasma, MASSO recherchera dans le fichier Gcode pour localiser la dernière commande M5 ou M3 en fonction de la version du logiciel utilisé et sera la ligne de départ.
Si la ligne que vous avez sélectionnée est une commande M5, elle utilisera cette ligne.
S'il n'y a pas de commande M5 ou M3 précédente, elle reviendra au début du fichier Gcode.
L'utilisation de Plasma Jump to line fonctionne de la même manière que le logiciel Mill dans son fonctionnement.